

Critical Control Points in the Dry Bleaching process in edible:
The bleaching process in edible oil and fats has the following CCP:
1. The incoming water washed the oil quality
Soap, PPM
Phosphorus, PPM
Moisture, %
2. Type of bleaching clay
3. Amount of bleaching clay
4. Bleaching temperature5. Degree of mixing
5. Degree of mixing
Note: There are ten points; five points will be discussed in this article, and the remaining points will be addressed in the next post.
1. Incoming Oil Quality: Bleaching process in edible oils.
After Water washing:
In the bleaching process, water-washed, vacuum-dried oil must meet the required oil quality standards to achieve good bleaching results. The quality requirements for the vacuum-dried oil are:
Phosphorus <3 PPM, 5 PPM max
Soap <100 PPM Moisture <0.1%
Moisture, Phosphorus & Soap:
Bleaching process in edible oil. Moisture, phosphorus, and soap are polar in nature and therefore become attached to the active sites of the bleaching clay. This results in fewer active sites available to adsorb impurities.
Thus, additional bleaching clay is required to remove impurities from the oil. Moreover, we observe that the bleached oil contains high levels of phosphorus, soap, and moisture.
The bleaching process suffers the following setbacks when the incoming oil does not meet the specified quality:
Therefore, the operator increases the amount of bleaching clay in the process to compensate for the loss of its bleaching efficiency.
Consequently, soap, phosphorus, and moisture block the pores of the filter bed, which reduces the filtration rate.
As a result, using more bleaching clay causes the filter cake to build up faster, which shortens the filtration cycle time.
Higher soap content in the oil results in higher FFA in the bleached oil.
A higher amount of bleaching clay reduces the level of tocopherols and other natural antioxidants in the bleached oil.
Therefore, ensure the vacuum-dried oil meets the specified quality standard before it is sent for bleaching.
2. Type of Bleaching Clay: Bleaching process in edible
Main categories of bleaching clay: Bleaching process in edible.
The bleaching process in edible Oil refineries generally uses two main categories of bleaching clay. They are:
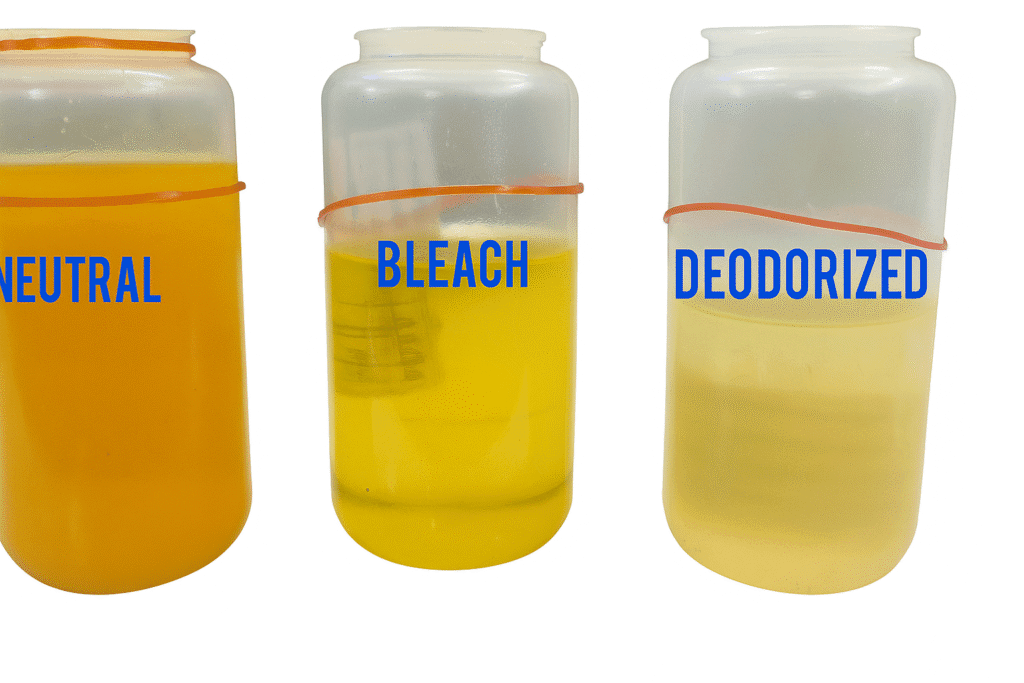
1. Natural (sometimes called neutral).
2. Activated (acid-activated).
The bleaching clay must have the following properties:
High adsorption capacity for removing impurities.
Acidic pH (for the acid-activated clay).
Numerous activity sites help absorb impurities.
Appropriate porosity. Reasonable flow rate through the filter bed.
Acid-Activated Clay:
This refers to the surface-modified acid-activated bleaching clay.
Traditionally, acid-activated bleaching earth is manufactured by digesting and leaching an optimum blend of attapulgite and montmorillonite.
The process of blending,
surface modification, acid activation with sulfuric acid, and calcination are quite complex

Manufacturers of activated bleaching clay:
The clay manufacturers have determined that the mineral deposits located at all geographic locations do not produce the same effective bleaching product.
Their information and the process for treating the minerals are trade secrets.
Manufacturers of activated bleaching clay optimize their raw material to make the activated clay that exhibits the following properties for the benefit of the oil refiners in oil bleaching:
For the removal of red colour.
Chlorophyll reduction.
High efficiency in the removal of trace metals, phospholipids, etc.
High filterability of oil through the press.
Ability to reduce the soap content in the feed oil to zero PPM.
The acidic pH of the acid-activated clay:
Bleaching process in edible oil: The acidic pH of the acid-activated clay hydrolyses the soap, forming free fatty acids (FFA).
This is why FFA levels are higher in the bleached oil than in the water-washed and vacuum-dried oil entering the bleacher.
The FFA in the bleached oil typically rises by 0.03–0.04% compared with that in the vacuum-dried oil.
However, this increase can be significantly higher if the soap in the vacuum-dried oil is much higher than 100 PPM.
3. Amount of Bleaching Clay: Bleaching process in edible.
Bleaching clay concentration:
In the bleaching process, the edible oil bleaching clay concentration is typically <0.5% of the vacuum-dried oil, unless the oil contains high levels of soap, phospholipids, and/or moisture.
The dosage can be higher for oils derived from poor-quality oilseeds (fruit palm) or if the crude oil is abused before or during refining.
The bleaching clay feeder must control the flow rate within ±0.03% of the set target. Therefore, all efforts must be directed toward improving the quality of the vacuum-dried oil and the bleaching process to reduce the amount of bleaching clay required.
Bleaching clay also removes some of the natural antioxidants: Bleaching process in edible.
Bleaching process in edible oil. As mentioned earlier, bleaching clay also removes some of the oil’s natural antioxidants, reducing its oxidative stability.
Therefore, one must try to use the least amount of bleaching clay to get the desired quality bleached oil.
The amount of bleaching clay used for soybean or canola oil should be adjusted so the chlorophyll content of the bleached oil is <30 PPB (Parts Per Billion).
In addition to the other impurities, such as phosphorus, soap, and trace metals, there must be no other impurities that meet the standard.
Chlorophyll is a strong catalyst for photo-oxidation and a photosensitizer.
A higher than rephotosensitizer to he clay:
A higher-than-required dosage of the clay is not necessary to reduce the red colour, as it is removed during the deodorization process.
However, deodorization of acid-activated bleaching clay is needed under the following situations:
High levels of impurities remain in the vacuum-dried oil due to poor process control during refining and water washing.
The vacuum-dried oil comes from poor-quality crude oil.
If harvested under wet conditions, the seeds contain very high levels of
chlorophylls.
• Harvesting seeds that are not fully mature because they exhibit high chlorophylls in the crude oil.
Soybean has two types of chlorophylls.
1. Chlorophyll A
2. Chlorophyll B
The chlorophylls are broken down to three types of compounds:
In the presence of the acidic clay and oxygen, the chlorophylls are broken down to three types of compounds:
Pheophorbides.
Pyro-pheophorbides.
These compounds are not detected on the spectrophotometer at the same wavelength as chlorophyll.
This gives a false impression of chlorophyll reduction, whereas, in reality, the breakdown products of chlorophyll create a more unstable situation.
These breakdown products of chlorophylls are ten times stronger photphoto-sensitizersnthan than their respective photo-sensitizers.
Chlorophyll B and its breakdown products are stronger photopigments than those of Chlorophyll A.
Bleached oil Quality parameters
It is necessary to optimize the level of the acid-acid in dry state bleaching by using the following targets for the bleached oil quality parameters:
Chlorophyll (soybean and canola oil) 30 PPB, max
Soap 0 PPM
Phosphorus <0.5 PPM; 1PPM max
Iron <0.3 PPM; 0.5 PPM max
Calcium <0.2 PPM; 0,5 PPM max
Magnesium <0.2 PPM; 0.5 PPM max. Additionally, the freshly bleached oil must also meet the following quality standards:
Peroxide Value (PV) 0 Meq/kg
Anisidine Value < 2 AVU; 4AVU units max
4. Bleaching Temperature:
The temperature of the oil is critical in this process:
- The temperature of the oil is essential to this process because it affects the efficiency of the process in two ways, namely:
- • Consequently, the oil becomes less viscous as it heats up.
- • This makes it easier to move the oil around via agitation. This increases the contact between the adsorbent and the impurities in the oil.
- However, there is an optimum temperature for adsorption. Above the optimum temperature, the desorption process begins as some impurities are released from the adsorbent. This lowers the efficiency of bleaching.
Higher than optimum temperature:
Additionally, a temperature above the optimum begins to damage the oil through oxidation and polymerization.
At low temperatures,e viscosity of oil is high. This reduces the mechanical mixer’s dispersion efficiency.
The bleaching process also produces a minimal amount of trans fatty acids in the oil. Therefore, a temperature above the optimum is undesirable.
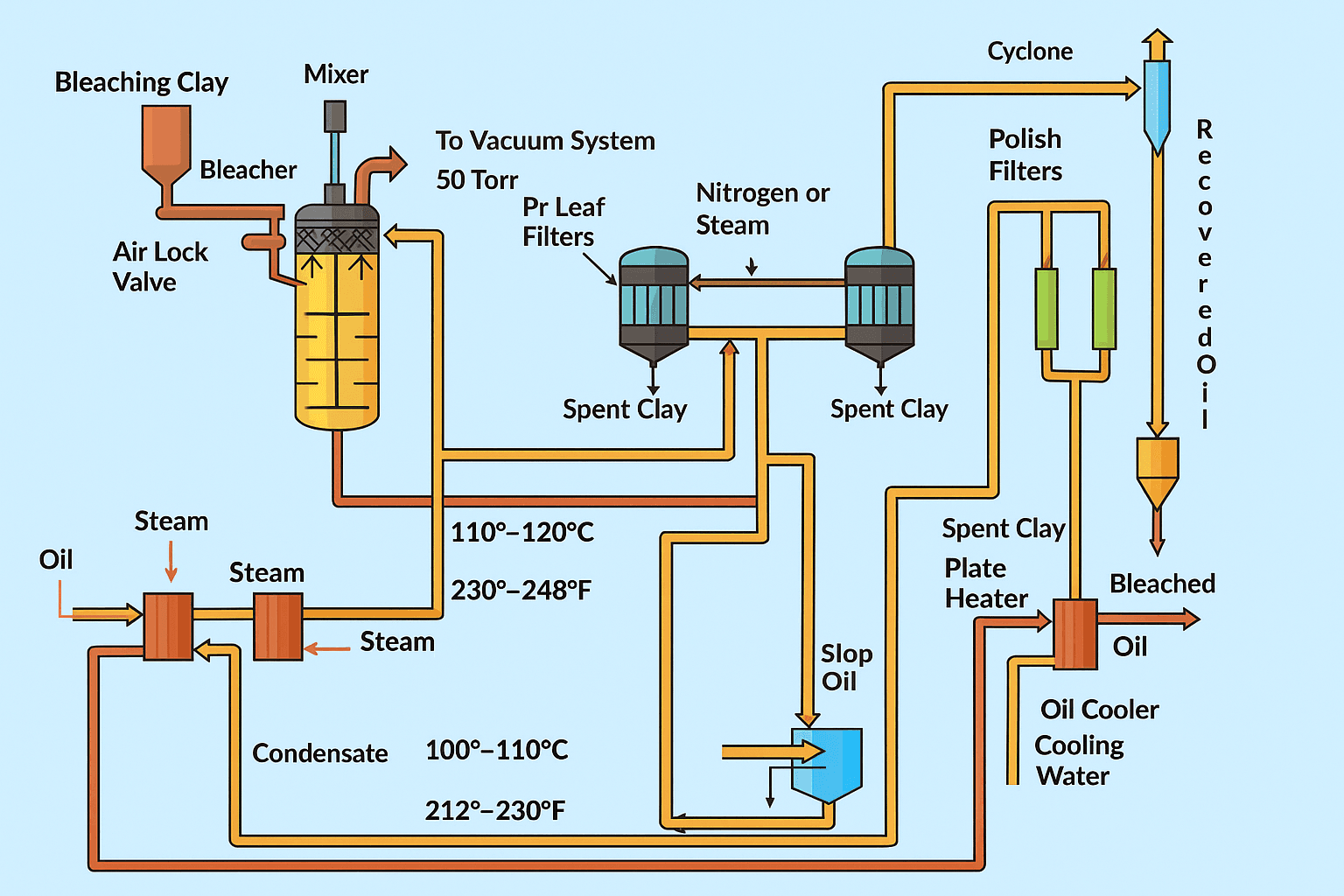
The recommended bleaching temperature for most oils is 100–120°C (212–230°F). Sometimes a higher temperature is required if the chlorophyll content of the oil is too high.
5. Degree of Mixing:
The oil and the adsorbent must be in intimate contact for better adsorption of the impurities by the adsorbent.
This is why mechanical mixing becomes a very important factor in making the bleaching process effective.
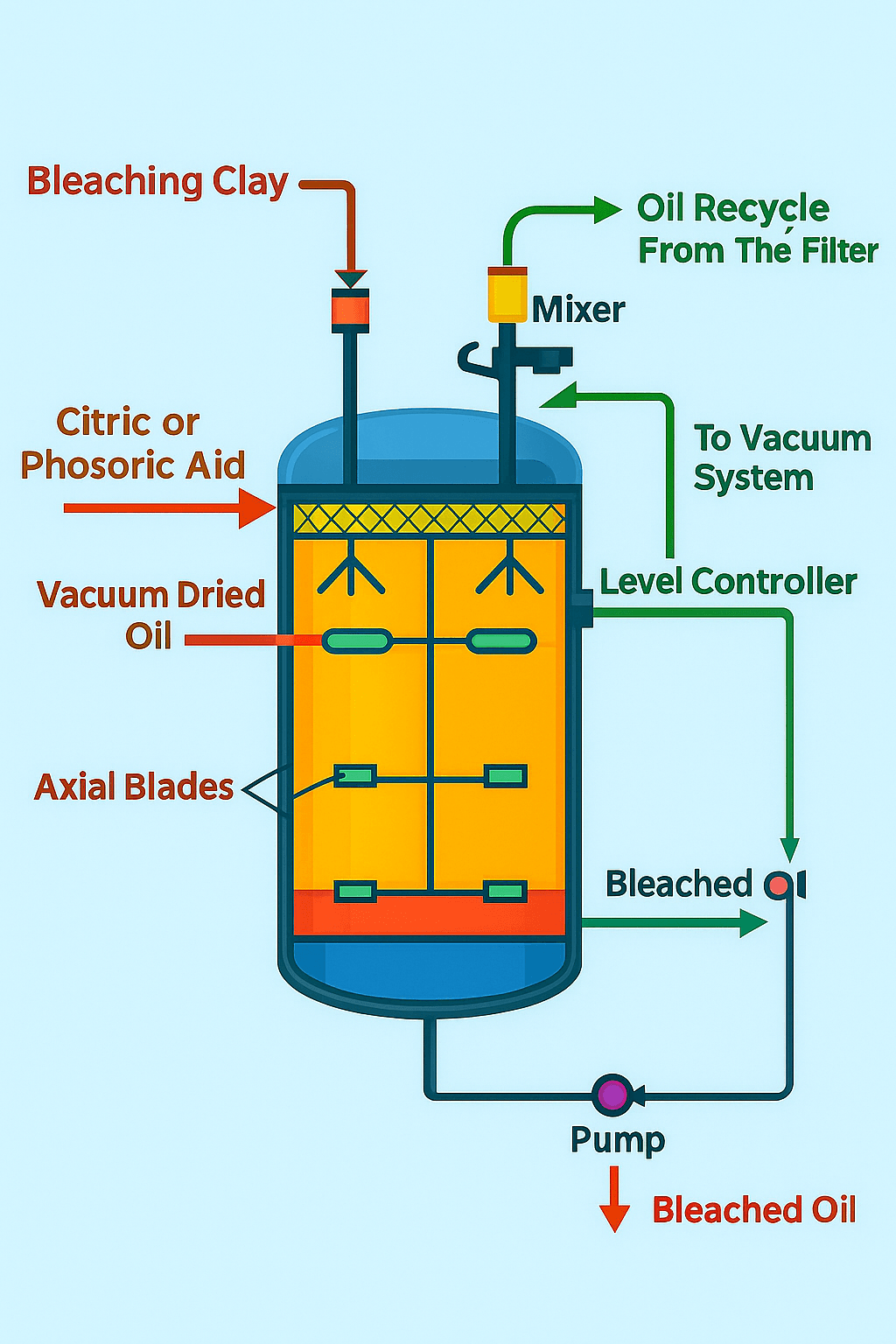
Pressure vessel:
The bleacher is a pressure vessel with 3–4 baffles and a top-entering agitator. The agitator has multiple impellers. The top one is of an axial design, which continuously pushes the oil downwards.
The middle and bottom impellers have a blade design capable of shear action, so the adsorbent and the oil are continuously brought into intimate mixing. The baffles prevent any vortex formation.
The mechanical mixer has a pumping capacity of 4000–8000 gallons per minute (GPM). Therefore, a bleacher with 30,000 pounds of oil (4000 gallons approx),
Schematic View of a Vacuum Bleacher.
As a result, the vessel circulates all the oil about twice per minute.
Steam agitation does not provide the same degree of mixing. Besides, the use of steam increases the size of the vacuum ejector system.
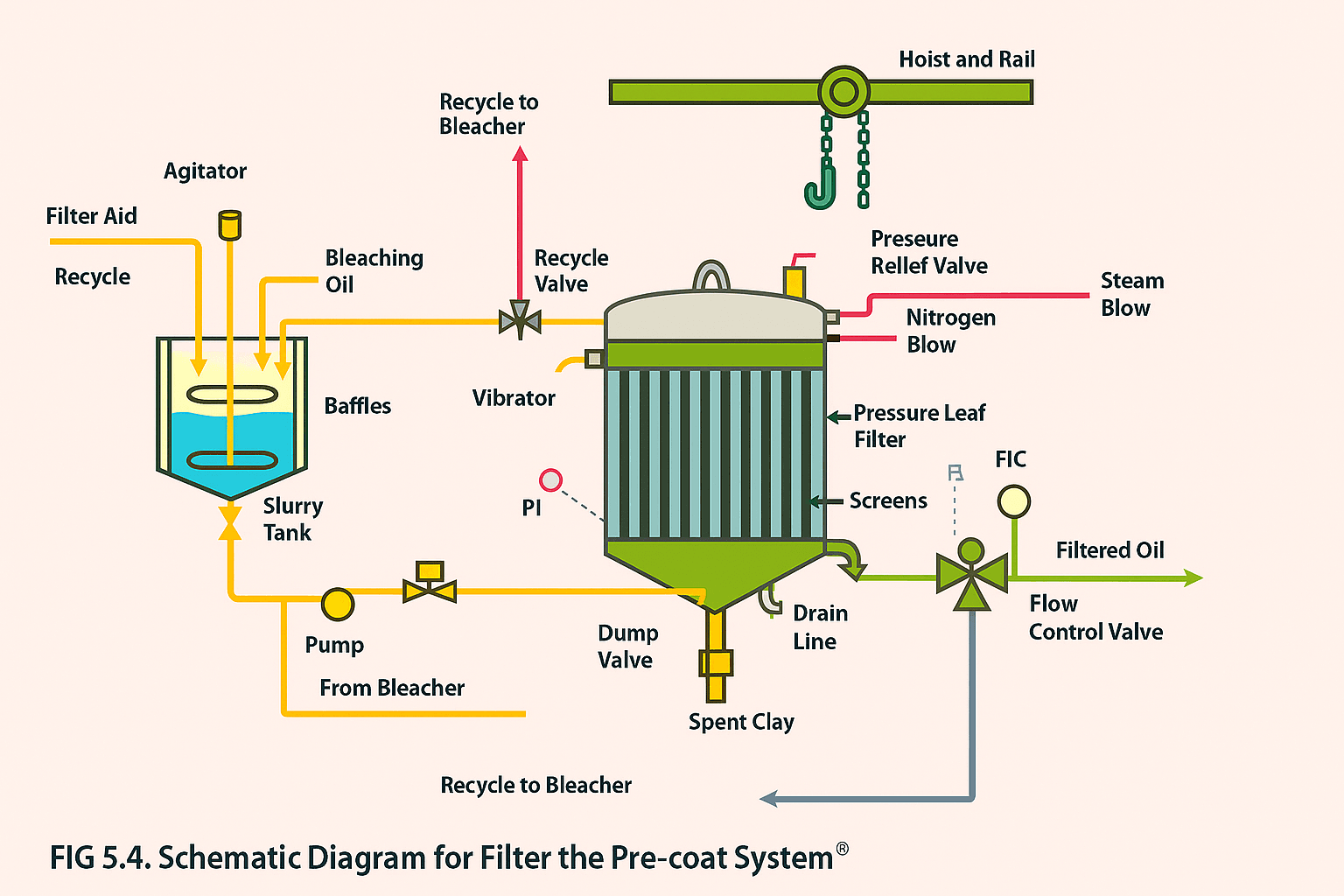
Meanwhile, a recirculating loop helps maintain the oil level in the bleacher. A level sensor senses the set oil level, and the transmitter feeds the information to the level controller.
The level controller modulates the 3-way control valve to return part of the oil to the bleacher and to send part to the filter.
Moreover, during start-up, the system recirculates oil from the filter bag to the bleacher.
Thus, the oil and the bleaching clay get the required contact time for bleaching.
Next part of this articles will publish in next post part-02
Comments are closed.