

Chemical Refining Process:
In the chemical refining process, specific operating standards must be followed. Deviations from these recommended limits will prevent the refiner from producing high-quality refined oil.
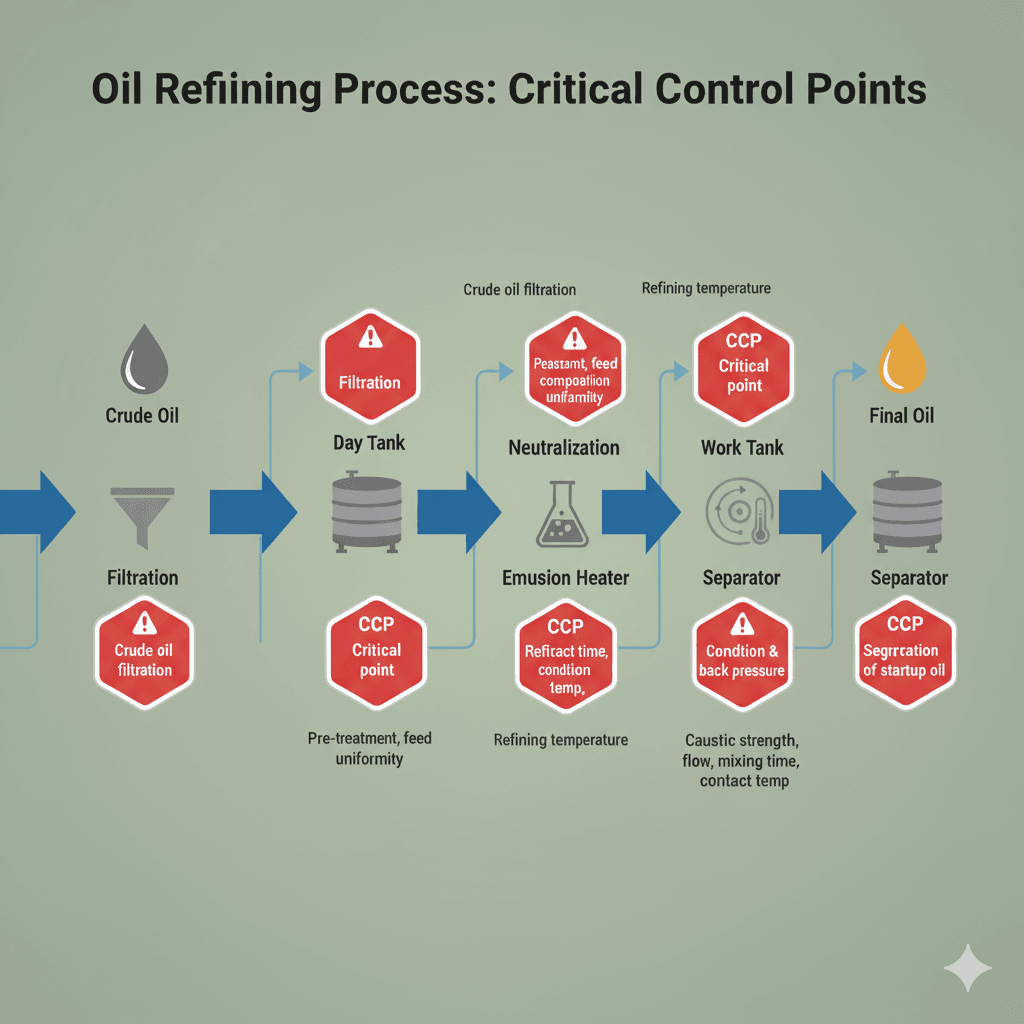
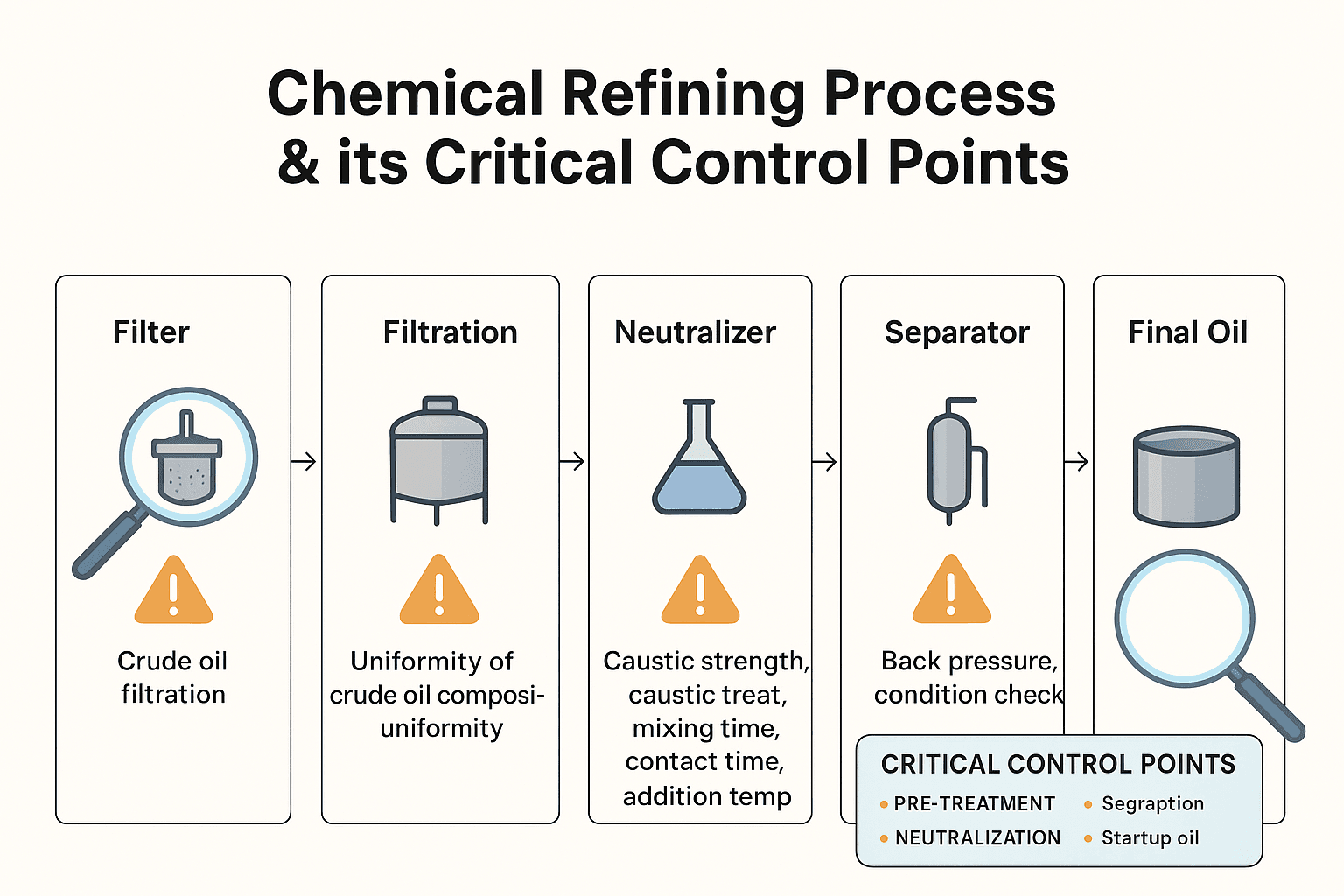
This can also lead to quality or process issues in the later stages of oil processing, resulting in poor-quality oil and higher production costs. In the continuous chemical refining process, the following are CCP.
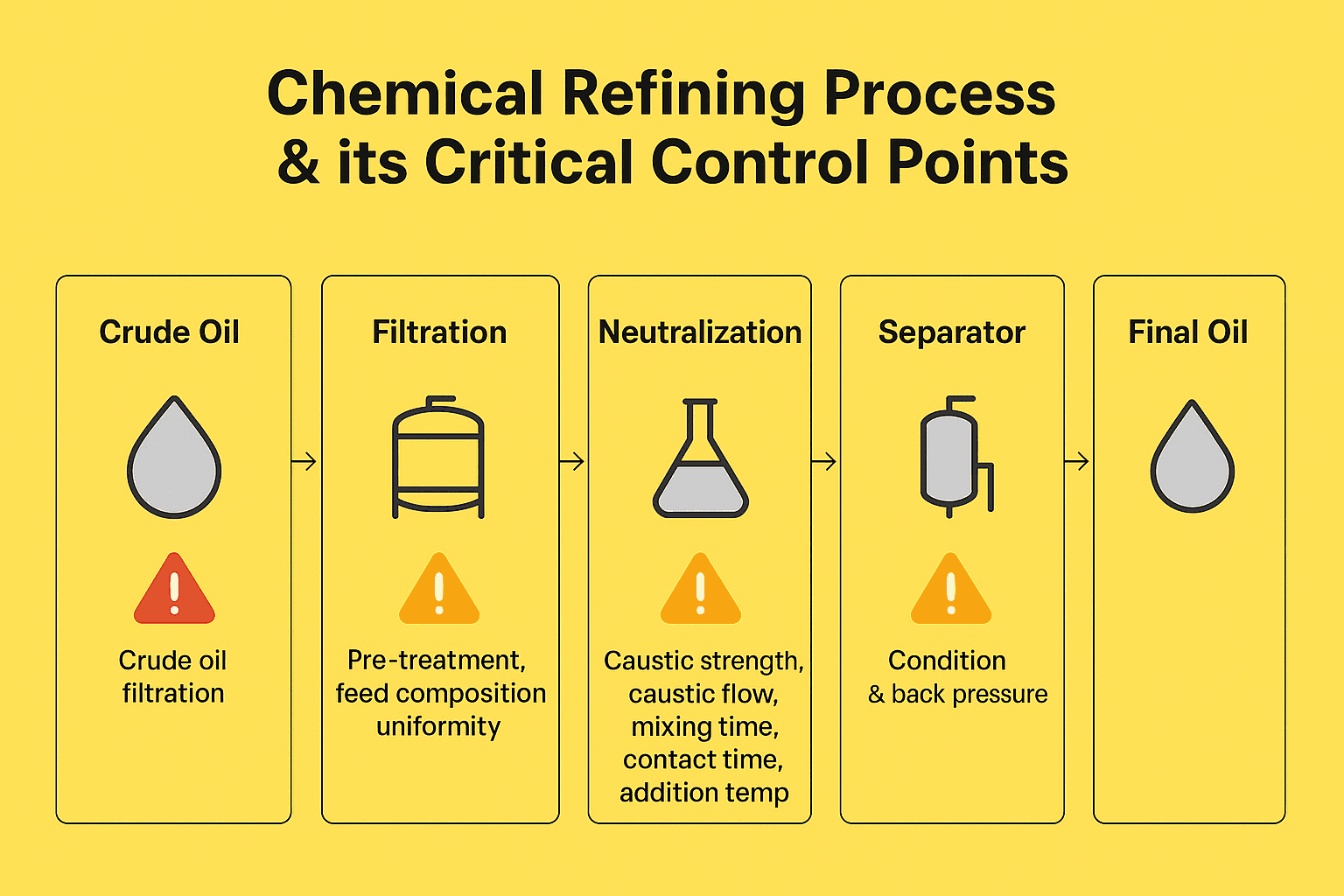
- Crude oil filtration.
- Crude oil pretreatment (day tank).
- Uniformity of crude oil feed composition.
- Uniformity of crude oil flow.
- Uniformity of caustic flow.
- Caustic strength.
- Caustic treat.
- Mixing Time: Crude oil Vs Caustic soda liquid for Neutralization.
- Contact time between crude oil and caustic.
- Caustic addition temperature.
- Refining temperature (emulsion heater temperature).
- Segregation of the startup oil (work tank).
- Condition of the primary separator 14. Back pressure on the light phase of the primary separator.
Crude Oil Filtration in Chemical Refining Process:
In the chemical refining process, crude oil entering the process must be filtered. It is done either in basket strainers or in disc-stack filters.
The solid impurities, such as the meal, the hull, dirt, etc., are removed in this process. Without this step, the centrifuge bowl of the primary separator gets dirty soon and requires more frequent cleaning.

2. Crude Oil Pretreatment: Chemical Refining Process,
In the chemical refining process, proper acid pretreatment is essential for all crude oils, especially those derived from poor-quality seeds or those that are damaged during storage. In some cases, it becomes impossible to refine the crude without this step
The following are the essential considerations for this step:
- The proper acid dosage must be determined based on the calcium and magnesium content of the crude oil, plus some excess, as discussed under degumming.
• Low acid dosage cannot reduce the non-hydratable phospholipids in the crude oil, making it difficult to refine.
• Higher acid dosage:
- It can cause the breakdown of chlorophylls in crude oil, making the oil more sensitive to photooxidation.
Will need a higher caustic treat. This can increase the refining loss.
3. Uniformity of Crude Oil Feed Composition: Chemical Refining Process,
Chemical refining process, remember that vegetable oil refining, water washing, and hydrogenation are chemical reaction processes.
Therefore, one should consider each of these process units as chemical reactors, designed to perform certain functions under specific operating standards.
This includes the feed to the refining centrifuge, which must be maintained at a uniform composition once the process has started and the reaction parameters have been set.
Therefore, the operator set the caustic treatment based on the oil analysis and flow rate. Using a day tank can help mitigate variations in feed oil quality.
4. Uniformity of Crude Oil Flow:
A variation in oil flow can change the oil/caustic ratio, causing:
1. Under-refining, or
2. Over-refining of the crude oil
The crude oil flow rate must be maintained at < ±1% of the set flow rate.
5. Uniformity of Caustic Flow:
Therefore, the operator controls the caustic flow within ±1% of the set valve. A variable caustic flow results in over-
and under-refining.
In older refineries, operators control the oil flow, caustic flow, and other parameters through the following method.
Manual adjustment
Controllers operated by the pneumatic control devices
Controllers operated by the relay system.
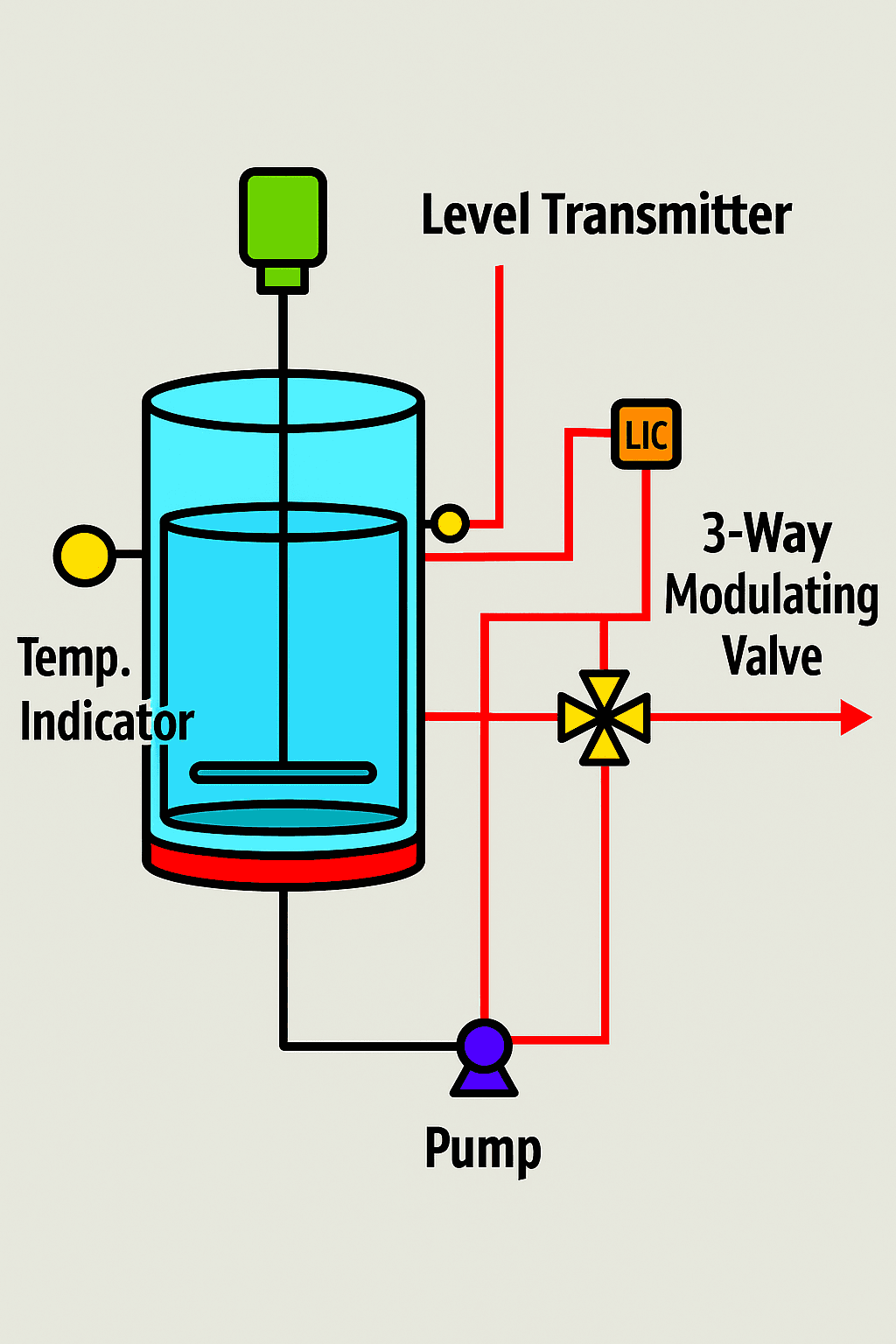
Modern refineries use programmable logic controllers (PLCs) for all flow, temperature, and pressure control. This system provides more uniform control of the process parameters and can be done from the central control room.
6. Caustic Strength:
One needs to select the right caustic strength to obtain the desired refining results and prevent undue oil loss because:
- A higher-than-required caustic strength can cause an excessive reaction between the acidic and neutral oils. This increases the level of diglycerides in the oil and increases oil loss in refining.
- A caustic strength below the recommended level may not be sufficient to reduce the oil’s colour. It also reduces soap density, potentially leading to higher oil loss due to poor separation in the primary separator.
At times, it is difficult to reduce the red colour in refined cottonseed oil derived from crude cottonseed oil.
This occurs when crude oil is old, produced from poor-quality seeds, or crushed under less desirable operating conditions.
In this case, the processor increases the caustic strength while keeping the total coustic treat constant. This reduces the Lovibond red colour of the refined oil.
7. Caustic Treat:
In addition to the strength of the caustic, one must ensure the total caustic treat is adjusted for each oil feed going to the refining step.
As explained earlier, the process requires more caustic than the amount needed merely to neutralise FFa in the crude oil.
This happens because the process requires additional caustic to hydrolyse the non-hydratable phospholipid in the oil.
Using a higher or lower caustic treat will have similar effects on the refining process as the variable caustic feed discussed above.
Calculating Caustic Treat. It consists of two parts:
1. Theoretical amount of caustic needed to neutralise the FFA and form soap.
2. Additional amount of caustic needed to convert the non-hydratable phospholipids to a hydratable one. Therefore, operators refer to this process as per cent excess caustic treatment.
Sample Calculation:
- FFA in the crude oil = 1.0% Excess treat used = 0.15%
- Total caustic treat = (0.142 × 1 + 0.15) = 0.292 lb/100 lb of oil
- Caustic treat = (0.292/ 11.09) × 100 = 2.63 lb/100 lb of oil
- Or = (2.63 kg/100 kg of oil) Refining rate = 15,000 lbs of crude oil/Hr
- 15,000 × 2.63
- 16°Baume caustic solution needed =100= 394.95 lbs/Hr
- (15000/2.2) × 2.63
- Or 100 179.32 kg/Hr.
RecommendedPer centt Excess
- Oil Type Caustic
- Crude Soybean Oil 0.05–0.15
- Degummed Soybean Oil 0.01–0.05
- Super Degummed Oil 0.05–0.1
- Corn 0.1–0.4
- Cottonseed 0.1–0.4
- Sunflower 0.05–0.15
- Safflower 0.05–0.15
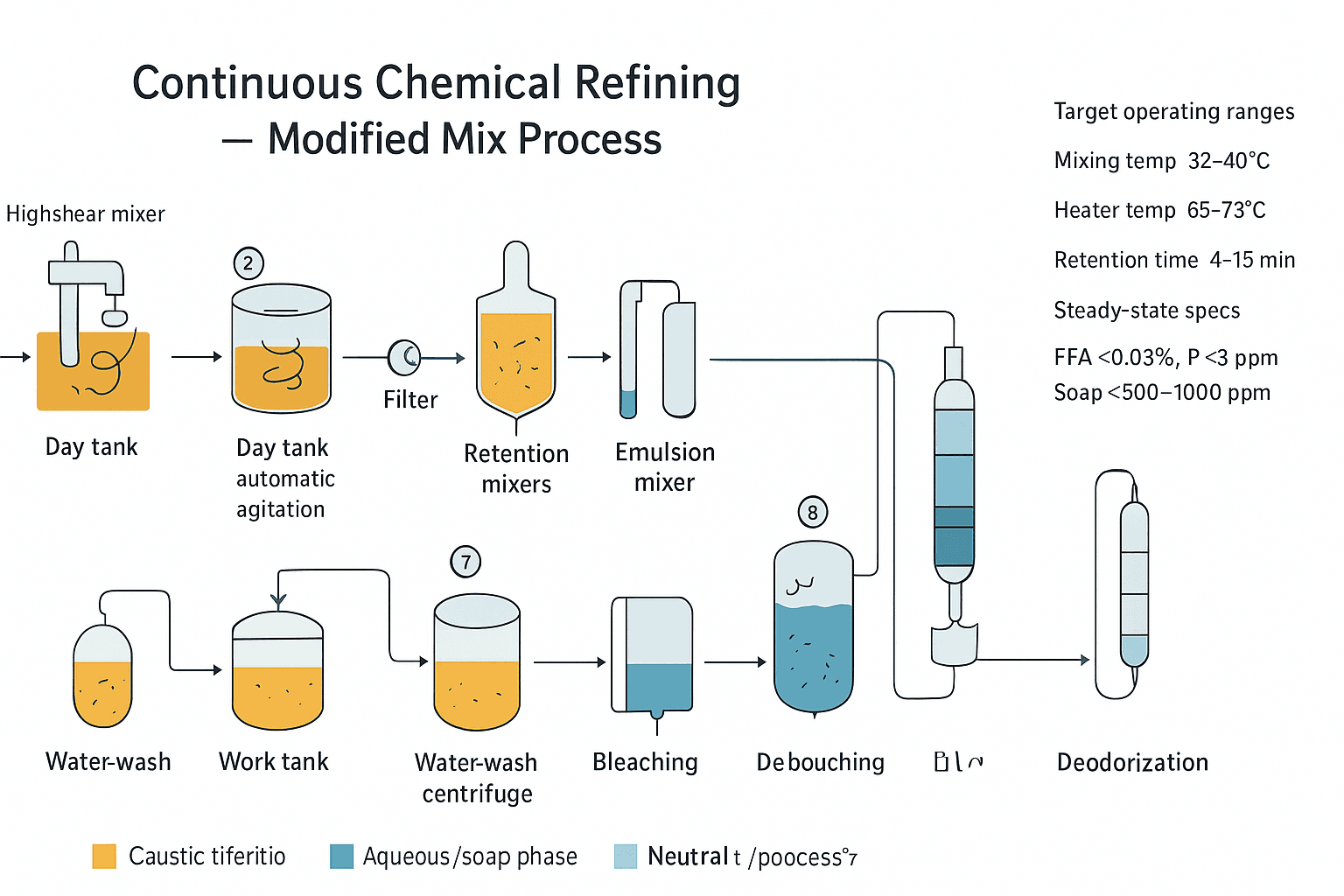
8. Mixing Time Crude oil Vs Caustic soda liquid for Neutralization:
Oil and caustic do not readily mix because the caustic solution is in an aqueous medium. The caustic needs to be intimately dispersed in the oil so that a large specific area (area/unit weight or volume) for the caustic solution is created.
Use a high shear mixer to accomplish this. The Alfa Laval Process uses the MX mixer, while the Westfalia process uses a
Centrifugal mixer.
The mixer operates on the basic principles of centrifugal force and mixing action.
The two streams of liquid enter the mixer, where they are intimately mixed. Centrifugal force pushes the mixture toward the periphery of the mixer, and it then leaves the mixer.
The former has a mixing section and a high-shear section that disperses the caustic solution in the oil.
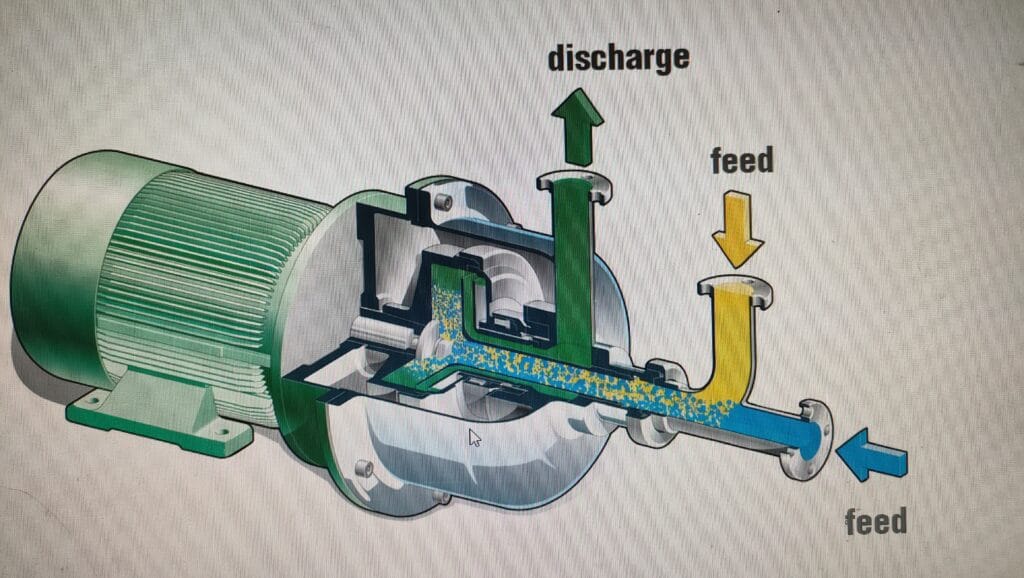
Centrifugal Mixer:
If the caustic and crude oil are not properly mixed, one can experience low FFA in the refined oil but significantly higher FFA in the water-washed oil.
This is because poor mixing of the oil and the caustic leaves an excess amount of free alkali in the refined oil.
This artificially reduces the amount of caustic solution needed to neutralise the FFA in the refined oil.
Excess alkali is removed from the refined oil during the water-washing step, and the FFA in the water-washed oil appears higher than expected.
As stated earlier, one should expect to see 0.01–0.02% FFA (not to exceed 0.03%) in the refined oil and no higher than 0.05% FFA in the water-washed oil.
9. Contact Time between Crude Oil and Caustic:
Long Mix Process uses a lower temperature for the caustic addition to oil, allowing several minutes of contact time for the caustic to react with the oil.
Therefore, the processor and non-hydratable phospholipids were made hydratable, thereby reducing the phospholipid content in the refined oil.
One can see that crude soybean and cottonseed oils have the longest retention times. Degummed soybean and canola oil rank second; sunflower and safflower oils contain very low levels of phospholipids.
In reality, both sunflower and safflower oil, water-degummed, can be refined with 0–3 minutes of residence time or via physical refining.
The short mixing process, discussed later, does not include any contact time between caustic and crude oil after mixing.
10. Caustic Addition Temperature: Chemical Refining Process,
Long Mix Process uses an oil temperature of approximately 32–40°C (90–104°F) to add caustic before high-shear mixing. The entire process is based on the longer mixing time and reduced temperature for the oil/caustic mixture.
At temperatures below 32°C (90°F), the dispersion of caustic into the oil becomes less effective due to the oil’s higher viscosity.
At temperatures above 40°C (104°F), the caustic may react with the neutral oil, forming diglycerides and soap. This can increase the refining loss.
11. Refining Temperature (Emulsion Heater):
In the log-mix process, heat the oil from the retention tank using an emulsion heater. Heating the caustic/oil mixture allows the soap to separate from the oil as tiny globules.
- Temperature for refining:
- Type of crude oil.
- Difficulty of removal of the phospholipids.
- Difficulty of colour removal.
12. Segregation of Refined Oil at Start Up (Use of a Work Tank):
Generally, the FFA and other impurities take about 15 minutes to reach the desired level after starting. Take the sample after primary separation.
During this time, divert the refined oil into a tank called a “word tank.”
This tank should have a capacity equivalent to 2–4 hours of production.
This acts as a buffer at the start because the oil/caustic ratio and the reaction between acetic acid and impurities are incomplete.
13. Condition of the Primary Separator:
The separator bowl must be clean to achieve good separation between the oil and the soap. The older primary separators do not have the self-cleaning feature that the newer ones do.
This makes it essential to closely monitor the refined oil quality and the neutral oil content in the soap.
Without any other change in the process, an increase in the soap content in the refined oil is a good indicator that the bowl needs cleaning.
14. Back Pressure on the Light Phase:
It has been briefly discussed earlier that a certain amount of back pressure is maintained on the light phase (oil) exit from the primary separator to control the following:
- Amount of soap in the refined oil
- Amount of neutral oil in the soap.
Maintaining appropriate back pressure is very important because, when pressure is low, there is more soap in the oil.
Conversely, when back pressure is high, the amount of soap in the oil is lower, but the amount of neutral oil in the soap is higher.
As discussed earlier, the amount of soap in the neutral oil must be less than 100 PPM (preferably <50 PPM).
The soap produced by the Alfa Laval process contains 45–50% moisture, and the neutral oil content must not exceed 30% dry.
In most well-managed operations, it is less than 20%.
Comments are closed.