Continuous Chemical Refining Process:
The continuous chemical refining process, also called the continuous chemical neutralization process, is a process of refining chemicals. In the United States and other countries, this process is used to refine crude vegetable oils.
There are two major continuous chemical neutralization processes, namely:
1. The Long Mix Process.
2. The Short Mix Process.
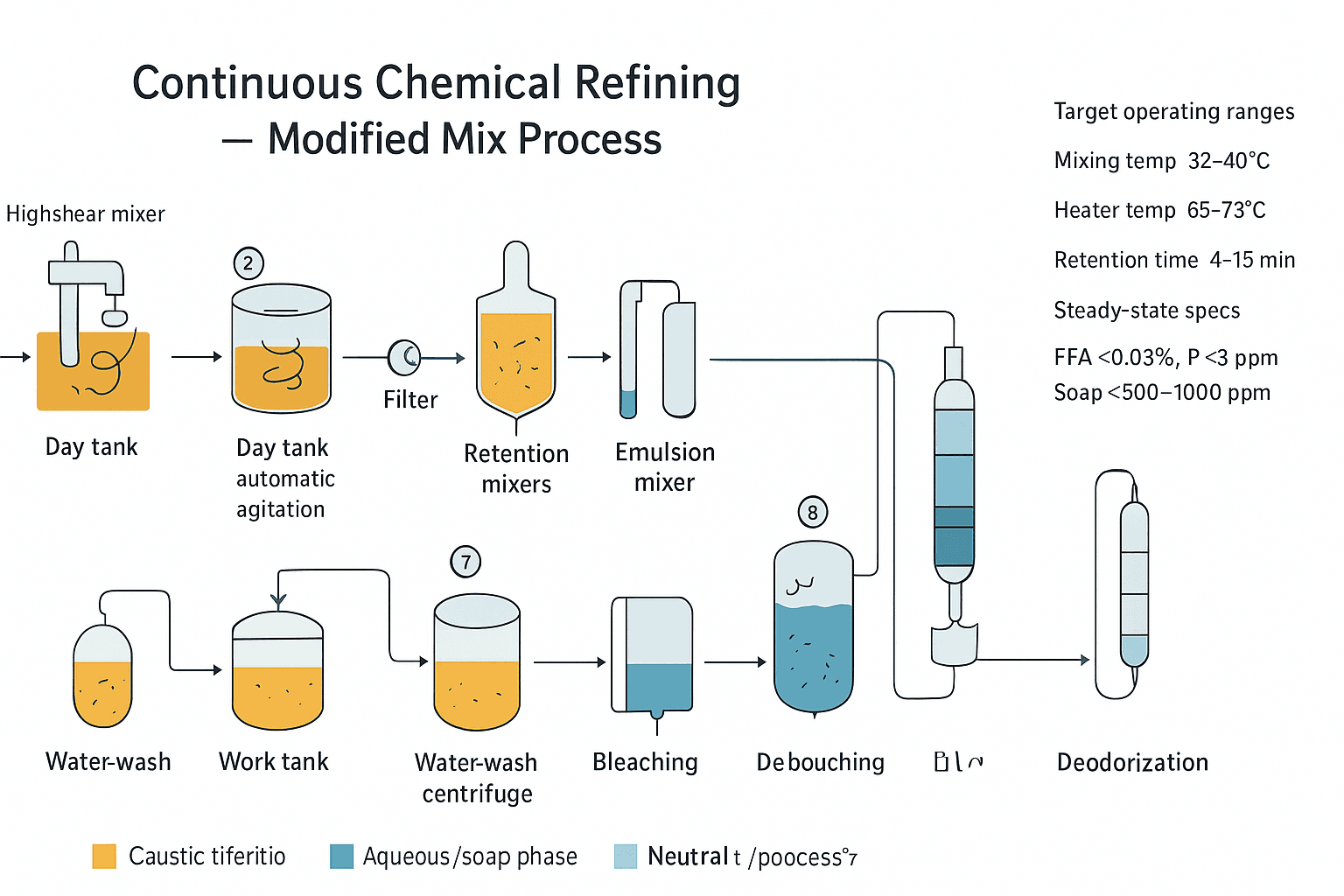
Figure 1.1 shows the flow diagram for the modified Mix Process. The process is referred to as modified because a couple of additional units are included to improve crude oil refining.
Fig 1.1:
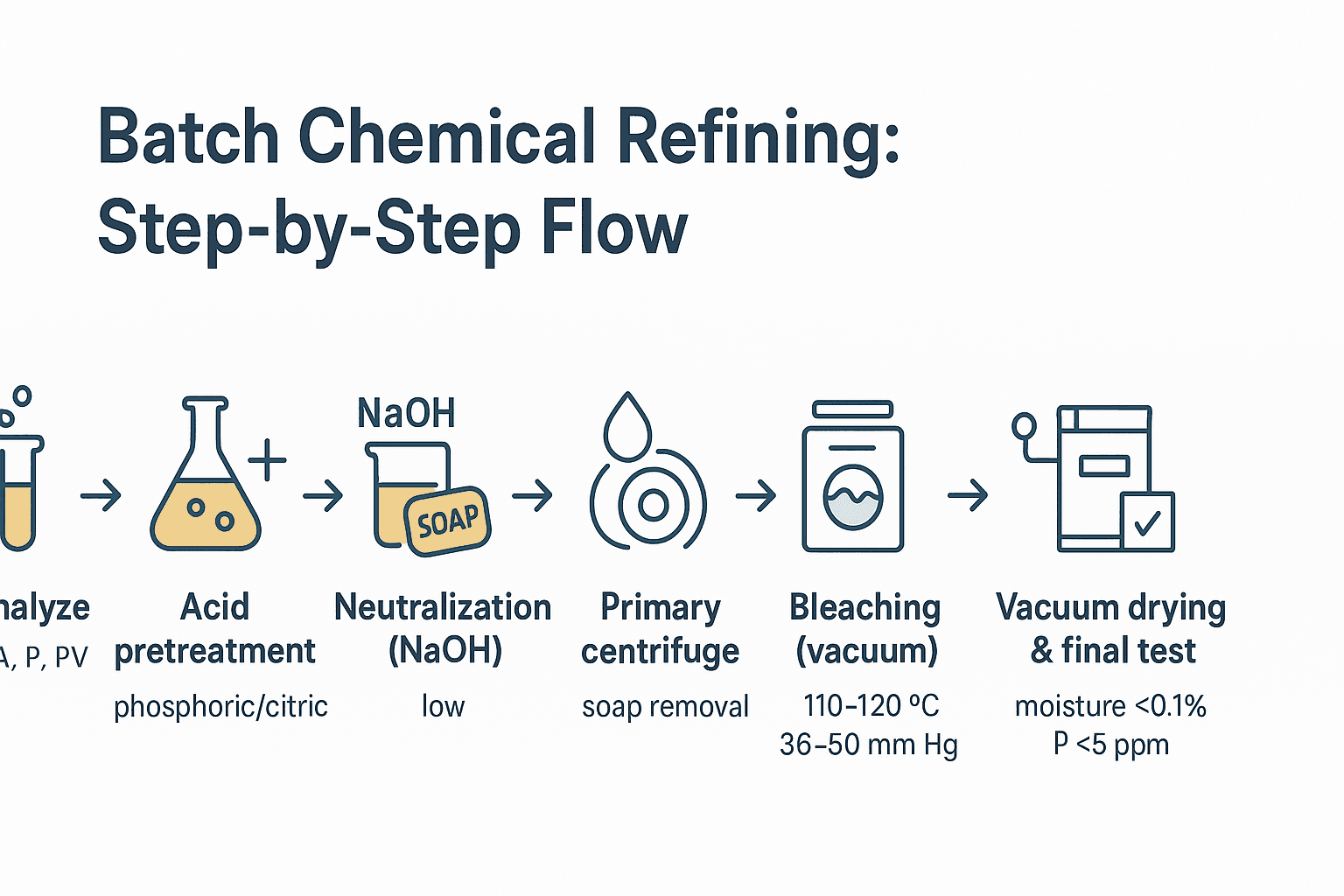
The step-by-step procedure for this process is described below:
1. Continuous Chemical refining process: Phosphoric acid is added to crude oil and allowed to mix in a high shear mixer.
2. Continuous Chemical refining process, the acid pre-treated oil is stored in a “day” tank. The tank holds up to 24 hours of acid-treated crude oil supply for refining.
The day tank is equipped with a mechanical mixer, which enables maintaining a uniform composition of the oil feed to the refining process. The original Alfa Laval Long Mix Process does not include a day tank. The author strongly recommends
The process includes a day tank.
Pumping & Filtration:
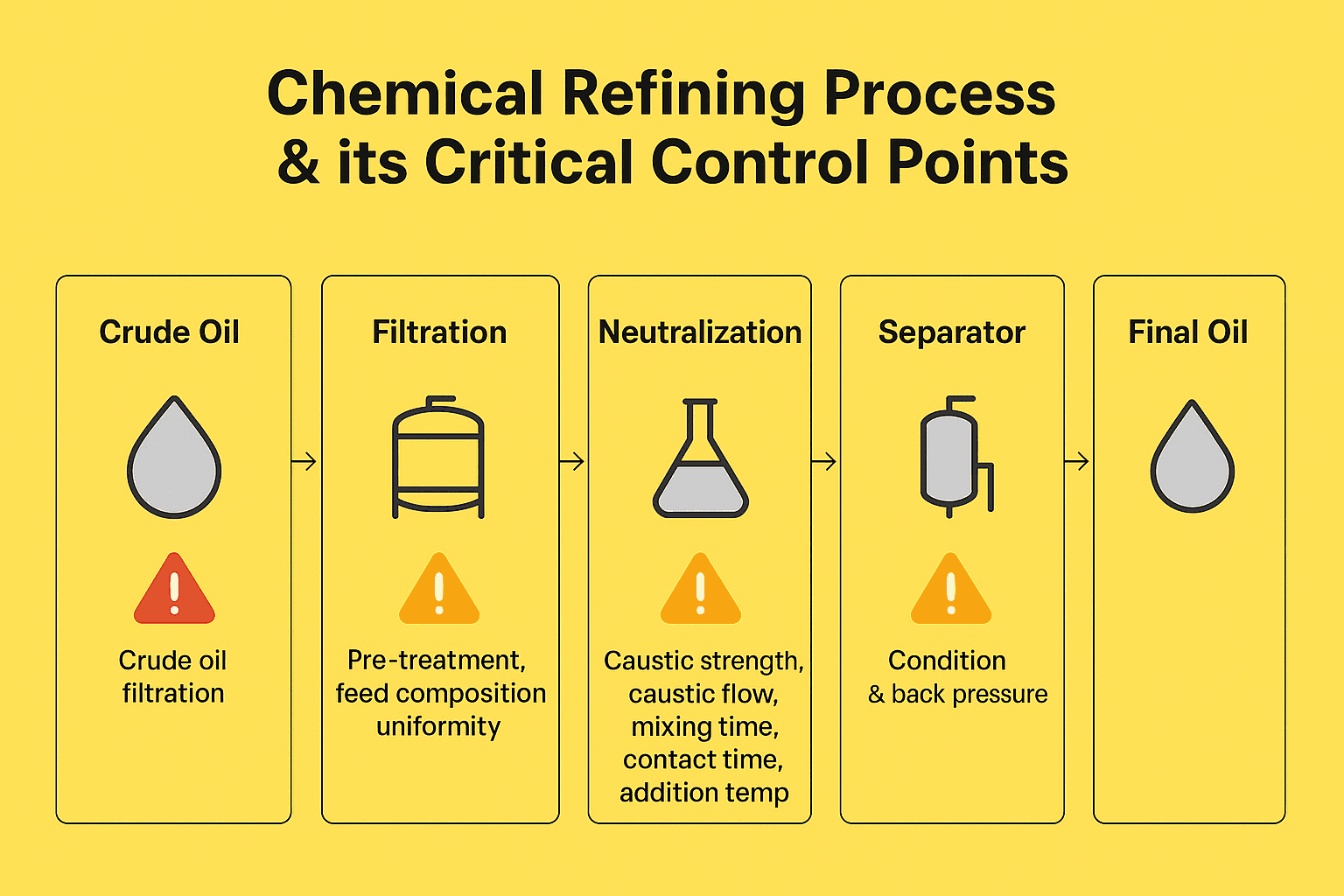
3. The pre-treated oil is pumped through a filter and a flow meter into a high shear mixer, where a metered amount of caustic solution is added. The two liquids are mixed in the high shear mixer.
The caustic solution is dispersed into microdroplets to provide a large specific surface area for the reaction between acetic acid and the FFA, as well as for the removal of other impurities in the oil.
The temperature of this mixing step is 90–104°F (32–40°C). The amount of caustic solution added is referred to as “caustic treat.”
The MX mixer has two inlets. The oil and caustic can be mixed 100% in the dispersion (high-shear) section, or split between the dispersion and mixing sections.
This flexibility allows the refiner to prevent emulsion formation, especially when refining poor-quality crude with an extra caustic treat.
Retention Mixers:
4. The caustic-treated oil then passes through a set of retention mixers. These are vertical vessels with top-entry agitators, spacers, and knife blades to maximize mixing of the two liquids under gentle conditions.
The retention time ranges from 4 to 15 minutes, depending on the type of oil being refined. A certain amount of retention (contact) time is essential for the caustic to hydrate the non-hydratable phospholipids in the crude (or de-gummed) oil.
5. The caustic-treated oil from the retention tank is then heated to 150–164°F (65–73°C) in a steam heater (also called an emulsion heater), where the soap begins to separate from the oil.
Centrifuge (also referred to as a primary separator):
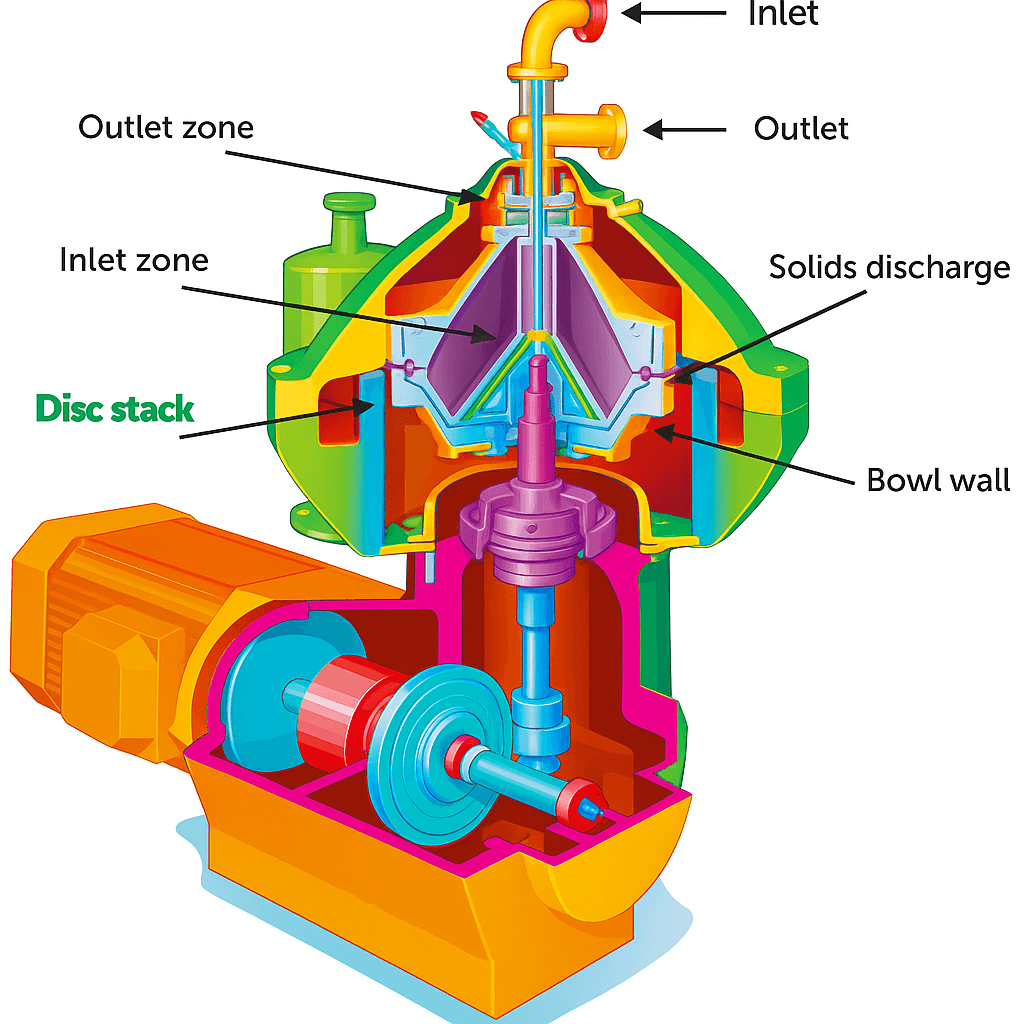
6. The heated oil then passes through a primary centrifuge (also referred to as a primary separator).
Under the centrifugal force of the bowl in the centrifuge, the soap separates from the oil and moves toward the outer periphery of the bowl, leaving the oil toward the centre.
There is an interface between soap and water at the outer edge of the centrifuge bowl.
It is critical to maintain an effective soap/oil interface in the centrifuge bowl to control the amount of residual soap in the oil and the amount of neutral oil in the soap stream.
Soap and oil leave the centrifuge through two separate ports.
Oil and Caustic Mixture:
An oil-and-caustic mixture from the emulsion heater enters at the top of the disc stacks in the centrifuge bowl.
Consequently, the centrifugal force generated within the bowl directs the heavier phase, primarily soap, towards the outer edge of the disc stack.
The lighter phase (oil) moves toward the centre, rises vertically, and then exits the centrifuge.
As a result, the soap moves along the outer edge of the bowl and eventually exits the centrifuge through the designated outlet.
In the vertical cross-section of the centrifuge, the soap is on the outside, the oil is on the inside, and an interface separates the two phases.
Oil & Soap:
- The interface is a fine divider between the soap and the oil, with the oil/soap emulsion not fully separated.
- The key to proper separation of oil and soap and maintaining a minimum oil content of soap in oil and vice versa is to
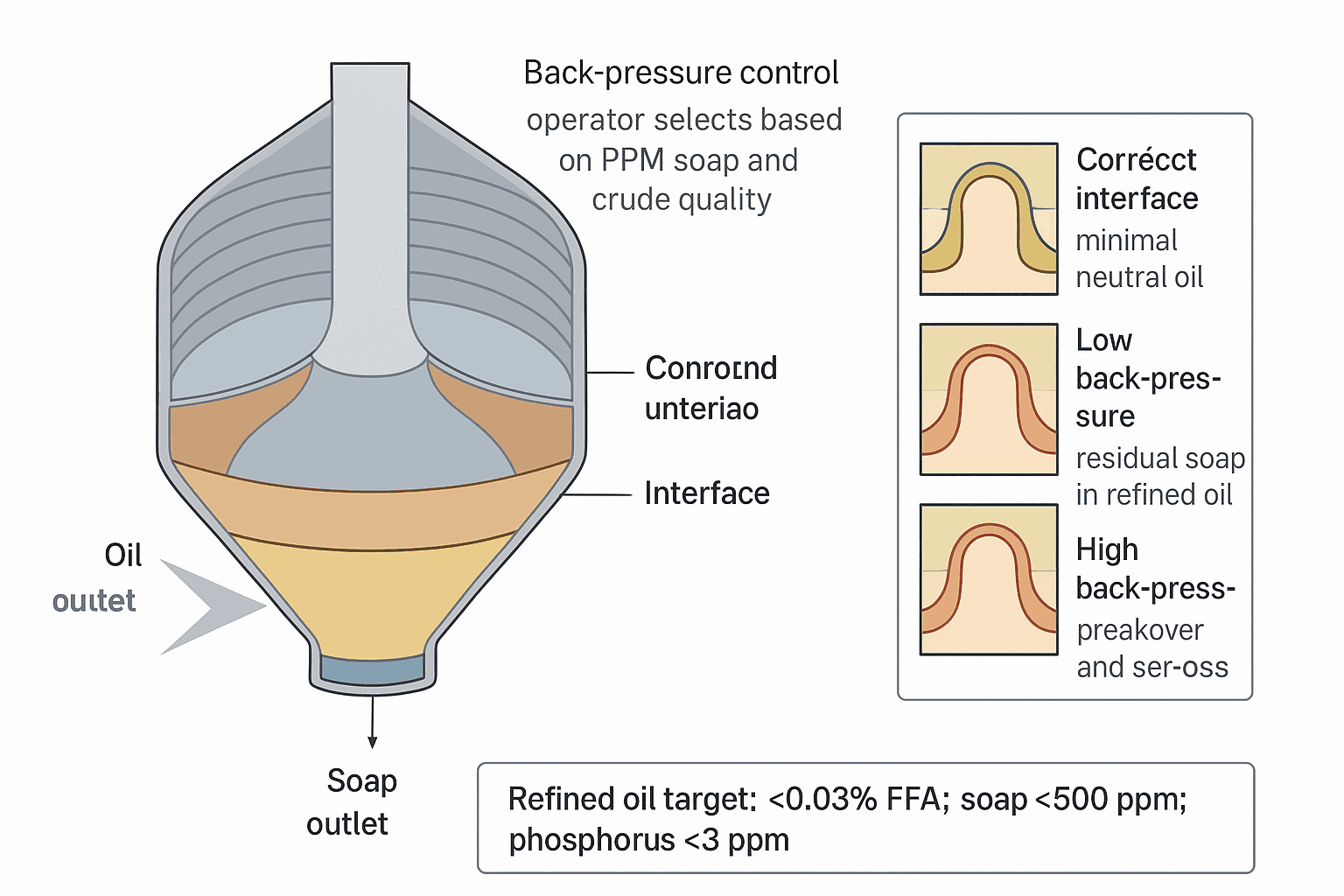
- maintain this interface in the correct position in the centrifuge bowl. Therefore, it is necessary to maintain a certain amount of back pressure on the oil side (light phase) to control the amount of neutral oil in the soap.
- The object is to minimise the amount of soap in the neutralised oil. A lower back pressure allows more soap to remain in the refined oil (light phase).
Higher Back Pressure:
A higher back pressure on the oil discharge line increases the amount of neutral oil left in the soap (heavy phase).
If very high back pressure is present, the oil breaks over into the soap discharge, a phenomenon called “breakover.”
This results in heavy oil loss in refining. Consequently, it’s essential to strike a precise balance among back pressure, residual neutral oil in the soap, and soap content in the refined oil to ensure optimal quality.
The back-pressure setting varies with the type and quality of crude oil. This is determined by the operator based on the PPM soap in the oil and the neutral oil content in the soap.
Work Tank:
7. Oil leaving the primary separator at start-up is diverted to a “work tank” until the refined oil quality is satisfactory.
This is not included in the Alfa Laval Long Mix Process. This is the current author’s recommendation.
The start-up oil must not be returned to the day tank, as it can upset the setting on the caustic meter, which is adjusted for a specific FFA and the estimated excess.
Therefore, a work tank should be considered as an essential part of this process.
Analysis:
- 8. Continue to send the refined oil to the work tank until the FFA in the refined oil is 0.01–0.02%. The other analyses to be checked are phosphorus and lab-bleach colour.
- Send the refined oil forward to water washing when the FFA in the refined oil is 0.01–0.02% (not to exceed 0.03%), and other analyses are satisfactory.
- Generally, only FFA is checked before the refined oil is sent to water wash, since testing for phosphorus and lab-bleach colour is time-consuming.
- Some modern refineries in the United States have installed an ICP, which operators can use to obtain phosphorus analysis in minutes. Quality is much easier.
- 9. If the FFA is >0.03%, continue to divert the refined oil to the work tank and check the following:
Checking Steps:
- Suppose the high shear mixer and/or the vertical mixers are not working. If the mixer/mixers are not working, shut down the system and fix it.
- Restart the process, then wait 15 minutes to recheck the FFA in the refined oil. Send the refined oil to water washing if the FFA is < 0.03%.
- If the mixers are working, increase the caustic treat and recheck the FFA in the oil after 15 minutes.
- If the FFA is still high, recheck the FFA content in the crude oil. If the crude oil FFA is the same as before, but the refined oil FFA continues to be high. Check the strength of the caustic solution.
- If the caustic strength is unchanged, increase the caustic treatment. Recheck oil analysis after 15 minutes.
Continue the above process until the refined oil FFA is < 0.03%, phosphorus is < 33 PPM, and steady-state conditions are reached.
High FFA & Phosphoric:
10. If the FFA is satisfactory, but the phosphorus has not been reduced. Then check the high-shear mixer and the vertical mixers to ensure they are working.
If the mixers are working, reduce the crude oil flow rate to allow for additional residence time. Time in the vertical mixers for improved hydration of the non-hydratable phospholipids.
11. If the FFA and phosphorus are satisfactory but the lab bleach colour is high, increase the strength of the caustic solution, keeping the total caustic treat unchanged.
12. Once the steady state conditions are reached in the primary separator, the refined oil is ready to be water-washed.
13. At steady state, the refined oil should have <0.03% FFA, <3 PPM of phosphorus, and <500 PPM of soap, and never to exceed 1000 PPM>14.
Once the refining operation reaches a steady state, the oil from the work tank is slowly blended at 5–10% into the main oil stream without disturbing the FFA of the feed.
Shear Mixer:
The refined oil is mixed with 10–15% hot, soft water in a high-shear mixer, then centrifuged in a water-wash centrifuge to remove residual soap.
The water-washed oil is sent to bleach. The soap is sent to acidulation, where it is split with sulfuric acid to recover the fatty acids. The bleached oil is sent to various processing steps, such as:
Winterization
Hydrogenation
Product formulation
Deodorization