

Continuous deodorization of edible oils:
Continuous deodorization of edible oils entered the edible oil industry much later than traditional batch systems, yet its influence has been significant.
Over time, refiners realized that Continuous deodorization of edible oils provides better control, improved efficiency, and consistent product quality.
Continuous deodorizers from several manufacturers are available.
They differ in their physical features, modes of internal oil flow, types of packing or trays, but the basic approach is the same for all these designs.
Continuously feeding:
- The extent of back mixing that can occur during product changeover in a continuous deodorizer.
- In this example, the deodorizer was processing Product A. Product B was pumped behind Product A, and samples were collected every 5 minutes at the deodorizer exit.
- One can see that the oil leaving the deodorizer was 100% Product A for up to 20 minutes. During the same period, the concentration of Product B in the sample was 0%.
- The product leaving the deodorizer at 50 minutes was made of 50% Product A and 50% Product B.
- It took 90 minutes for the oil at the end of the final oil cooler to reach 100% Product B.
Quality of Oil: Continuous deodorization of edible oils,
When the feed oil is of high quality, the latest deodorizer designs focus on one central principle: maximizing contact between the oil and the stripping steam.
This stronger interaction allows the removal of odor and flavor compounds more effectively while using less energy.
Two varieties have been well recognized in vegetable oil processing, namely:
1. Short path distillation based on Alfa Laval.
2. Packed column deodorizers made by several manufacturers.
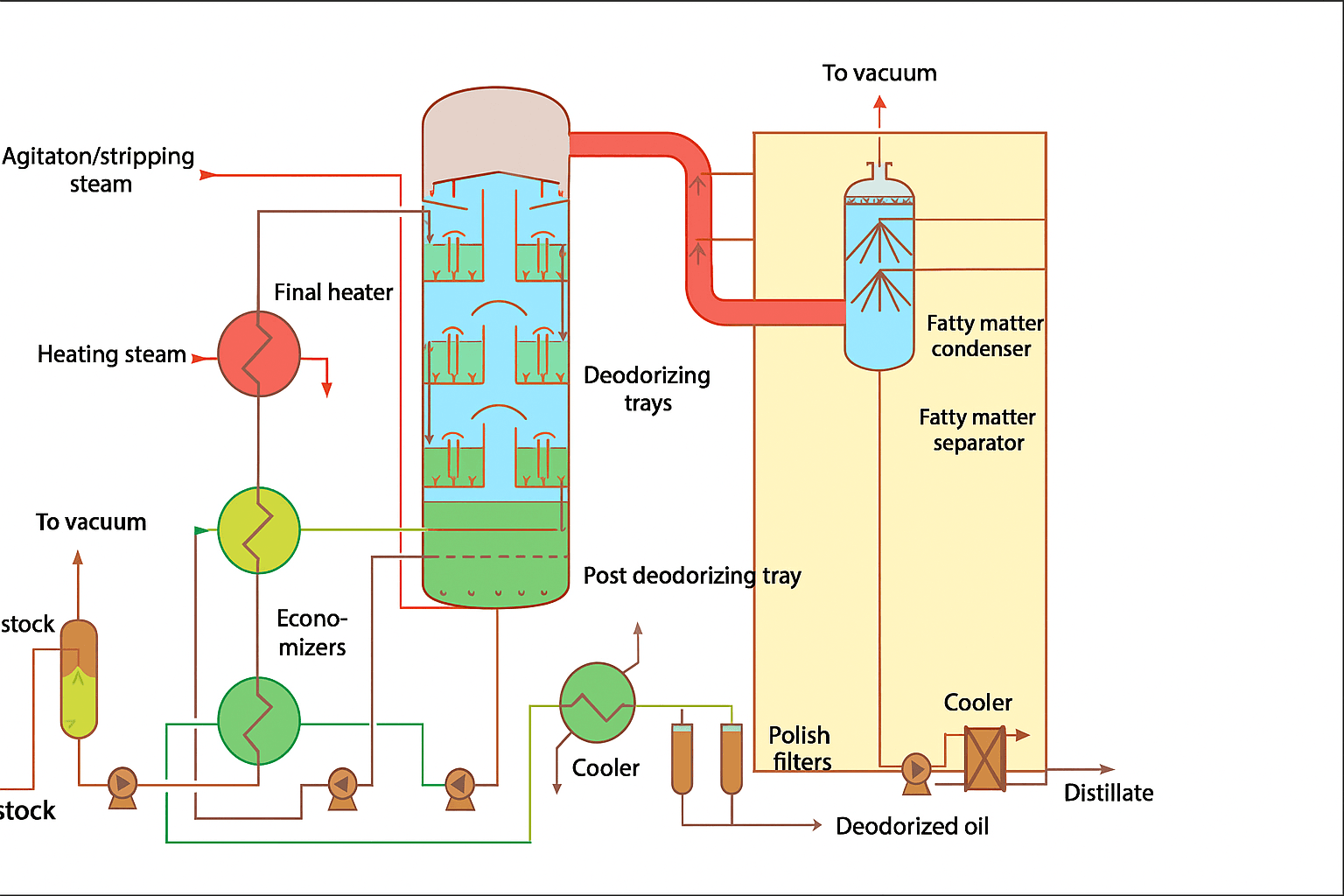
The above Figure shows the schematic diagram for one of the continuous deodorizers from Crown Iron Works.
Instead of using multiple shells, the modern deodorizer relies on a single-shell design.
This design offers several advantages, including more straightforward operation, reduced maintenance, and a more compact layout.
Deodorization Procedure: Continuous deodorization of edible oils,
The Continuous deodorization of edible oils has the following points.
- The oil is deaerated.
- After deaeration, the oil flows through economizers, where it gains heat from the hot oil leaving the deodorizer.
- A steam heater then brings the oil to the deodorization temperature.
- There are three trays in this deodorizer stacked vertically.
- The process inside the deodorizer moves in a precise sequence. As it flows downward through the next trays, it undergoes heat bleaching and deodorization with stripping steam, eliminating unwanted volatiles.
Oil Exits the Final Tray:
6. As the hot deodorized oil exits the final tray, it passes through one of the two economizers, efficiently pre-heating the incoming deaerated feed.
7. The hot oil returns to the bottom of the deodorizer shell, which is also referred to as the post deodorizing tray.
Next, the oil is treated under vacuum with stripping steam.
This step ensures that residual odor-causing molecules are removed, leaving the oil with a neutral taste and aroma.
8. From the post deodorizing tray, the oil is pumped back through the economizer, which once again transfers heat to the deaerated deaerated
Then it is further cooled, filtered through polycarbonate filters, and stored under nitrogen.
9. To maintain stability after deodorization, refiners often use an inline gas diffuser.
This device injects nitrogen directly into the freshly deodorized oil as it leaves the system, preventing oxidation and improving shelf life.
10. The combination of nitrogen diffusion and nitrogen blanket in the storage tank protects the oil from oxidation.
Advantages of Continuous Deodorizers:
Continuous deodorization of edible oils has several advantages over batch or semi-continuous deodorizers.
Some of the advantages are listed below:
1. The production rate is the highest among all three types.
2. Heat recovery is very high through the use of external heat economizers. Over 80% of the total heat in the oil can be recovered.
3. The unit cost of production is lowest among all three types of deodorizers.
Disadvantages: Continuous deodorization of edible oils,
The continuous deodorizer is not for frequent stock changes. This step is crucial because the system includes several economizers that hold a significant amount of oil.
This residual oil gets mixed in with the oil that follows in the process due to a high degree of back-mixing in the system.
It takes a long time for pure stock to come out of the deodorizer after a product changeover.
Mixing During Changeover:
The extent of back mixing that can occur during product changeover in a continuous deodorizer.
In this example, the deodorizer was processing Product A. Product B was pumped behind Product A, and samples were collected every 5 minutes at the deodorizer exit.
One can see that the oil leaving the deodorizer was 100% Product A for up to 20 minutes. During the same period, the concentration of Product B in the sample was 0%.
The product leaving the deodorizer at 50 minutes was made of 50% Product A and 50% Product B.
It took 90 minutes for the oil at the end of the final oil cooler to reach 100% Product B.
Storage Tank:
Thus, one could continue sending Product A to its original storage tank for 20 minutes, then divert the deodorizer to a divert tank for another 70 minutes.
If the two products are incompatible, the entire 70 minutes of production would have to be used to formulate another product.
In addition, the other product will have to be formulated and deodorized.
Cross Mixing:
One could pair Product A with a compatible product, allow a certain amount of cross-mixing between the two, and avoid formulating a third or fourth product.
Sometimes, the first product (Product A) may need to pass a specific cold test. In that case, the second product (Product B) cannot have any solid component.
In this case, the deodorizer system may be required to be flushed with liquid oil before Product B can be introduced.
This means there could be two intermixed stocks on hand that need to be disposed of properly.
In addition, the liquid oil must be compatible with both Product A and Product B to meet regulatory labeling requirements.
Time for Stock Change:
1. Select heat exchangers with minimum oil holding capacity.
2. Use an internal packing design that can minimize the back-mixing of stocks.
3. Optimize the plant layout, locations of the heat exchangers, and economizers relative to the deodorizer.
It is clear from the above discussions that the deodorizer system must be evacuated well at shutdown for sanitation.
Otherwise, there can be high oil loss. The heat economizers must be installed so that the oil can be drained well before introducing the caustic solution.
Therefore, the disadvantages are as follows:
- Obviously, less flexible for stock change.
2. Of course, a High level of cross-contamination at stock changeover.
3. Potential for high oil loss during sanitation.
Residence Time Distribution in a Continuous Deodorizer:
This is a way to establish the deodorizer’s changeover time.
As soon as you install the new continuous deodorizer, complete this step.
The deodorizer manufacturer cannot provide the needed information without knowing the residence time in the system and the estimated oil held in the system.
The system’s efficiency depends strongly on the installation setup, since the level of contact (interface) between oil and steam is directly influenced by equipment design and operation.
The plant needs to establish the residence time distribution in a continuous deodorizer if it is to be used for deodorizing more than a single stock or two incompatible stocks.
Residence Time Distribution:
The procedure for determining the residence time distribution is outlined below:
- First, at the deodorizer feed, technicians inject a stable oil-soluble tracer directly into the oil stream.
- Then, after, the Technician collects the sample at the regular sample port and analyzes it for the tracer.
- The tracer will not appear in the sample initially, but then it will appear.
- The tracer concentration will reach a peak, then decline to zero.
- Developed by using chlorophyll as a tracer.
- Using the flow rate through the deodorizer, one can calculate the amount of the intermixed product.
- In this case, the amount of the intermixed product was.
a. In this case, the rate of deodorizer flow in pounds/minute × (80–17).
b. At 45,000 pounds/hr = (45000/60) × 63 = 47,250 pounds.
c. At least this much intermixed product will be generated in this particular deodorizer at every product changeover.

Comments are closed.