

Critical Control Points for the Deodorization of Edible Oil.
5. Operating Temperature: Deodorization of edible oil.
For the Deodorization of edible oil, as stated above, the oil temperature must be sufficiently high to volatilize compounds such as FFA, aldehydes, ketones, and other volatile oil decomposition products, thereby achieving a good flavor in the deodorized oil.
“Critical Control Points for the Deodorizing Process Part-01“
High Deodorizer Temperatures:
On the other hand, very high deodorizer temperatures can cause the oil to oxidize and polymerize.
Therefore, the oil must always be deodorized at the minimum Temperature that produces the best oil quality, including flavor.
However, sometimes you need to raise the deodorizer temperature effectively to remove odoriferous compounds from the oil.
One must always remember that this Temperature must never be excessively high.
In such cases, it is advised that the plant supervisor check the deodorizer’s quality and history.
Feed stock and take corrective action to fix it because it cannot or should not be used to correct any fundamental issue with the oil quality before Deodorization.
Operating Pressure:
The typical operating pressure and temperature conditions for the Deodorization of edible oil are shown in the Table.
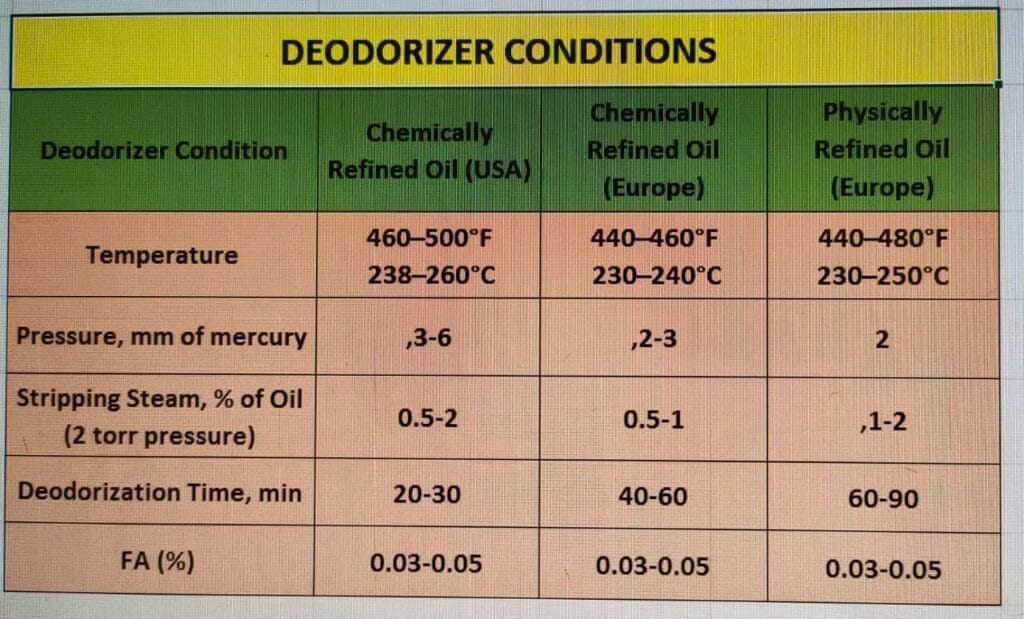
Deodorization in Europe takes nearly twice as long as that in the United States.
The deodorization time for physical refining in Europe is nearly three times that used for chemically refined oils in the United States, and 1.5 times that used in Europe for the same.
6. Amount of Stripping Steam:
Moreover, the Deodorization of edible oil involves introducing stripping steam directly into the oil to aid odor removal.
Purposes:
- It creates agitation in the oil, which helps remove volatile matter.
- The steam expands under reduced pressure, increasing its specific volume many times and thereby its particular surface area.
- This enhances the contact between steam, oil, and the volatile components in oil.
- Due to the increased volume, the steam can remove volatile matter more effectively.
FFA Removal & Volatile Compounds:
Therefore, testing the oil’s flavor is an essential part of determining oil quality, and plant personnel must be trained to do so.
Significance of the Deodorized Oil Quality Standards.
It would be appropriate to review the quality of deodorized oil and discuss the significance of each quality—standards for deodorizer performance or other factors that could be driving these specific quality parameters.
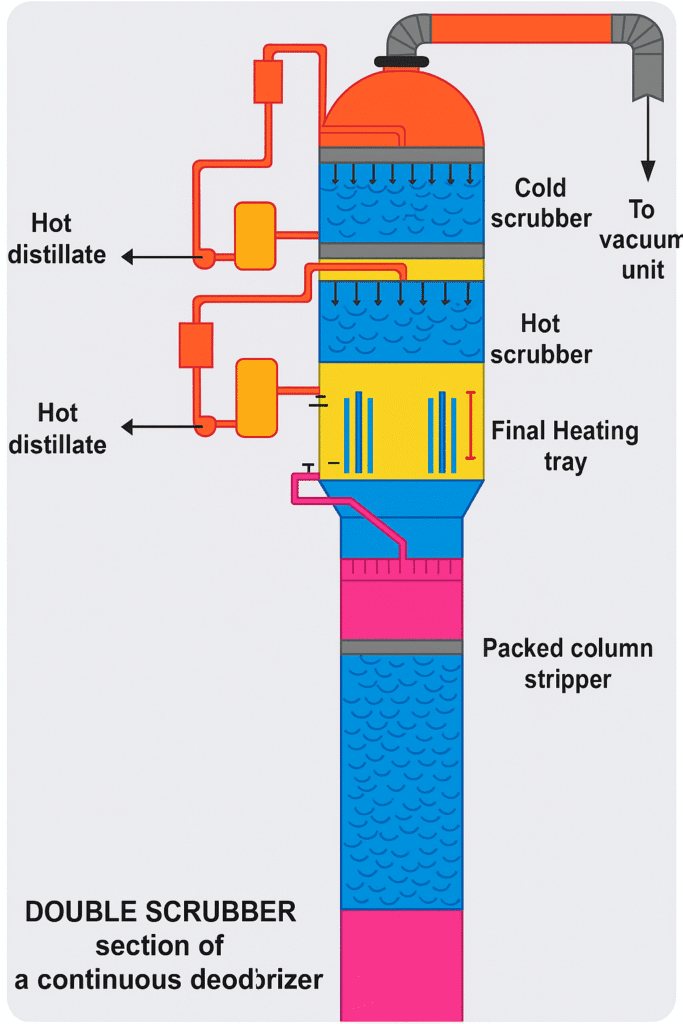
Injecting Stripping Steam:
Therefore, injecting stripping steam through a sparge ring at the bottom with a mammoth pump becomes essential, as it circulates and carries it all to the surface.
Eductor hats are also used to enhance the effect of oil splashing from stripping steam.
Furthermore, the required amount of stripping steam changes depending on the type of deodorizer.
For Example:
- A batch deodorizer requires 3–4% steam in older designs;
- newer designs use <2% steam
- A semi-continuous deodorizer uses 1–2% steam
- A continuous deodorizer uses 0.25–1.0% steam
- A thin film deodorizer requires 0.3–0.6% steam
7. Batch Size or Flow Rate
The production requirements determine the batch size in a batch system.
However, designing a batch deodorizer (Deodorization of edible oil) larger than 20,440-60kg is impractical.
The amount of oil in the deodorizer must be at its minimum to achieve maximum.
Reduction of the volatile matter:
Reduction of the volatile matter in the oil. Given that all conditions remain within the operating limits, a batch deodorizer must not be overfilled,
or the semi-continuous or continuous deodorizer must not be operated at a flow rate higher than the designed flow rate.
Citric Acid Addition:
Next, the operator adds citric acid to the deodorizer oil during the cooling stage of the deodorization process.
Citric acid acts as a chelating agent, binding trace metals such as iron, calcium, and magnesium.
Citric Acid Addition Condition:
Accordingly, the process requires the following conditions for adding citric acid.
Citric acid dosage 50 PPM (of the oil).
Citric acid addition temperature <290°F (143.3°C).
Deodorizer conditions under regular vacuum with stripping steam.
Citric Acid Addition Condition:
At higher temperatures, citric acid decomposes, leaving very little or no beneficial effect on the oil.
Many manufacturers use commercial antioxidants containing citric acid. This makes it easier for the oil processors to add these additives to the oil.
However, most processors do not use high-shear mixing.
Some even add additives to the trucks and argue that agitation during transit disperses them into the oil.
The author finds this to be wishful thinking, especially when it comes to mixing two immiscible liquids in such disproportionate ratios that they would be uniformly distributed in the oil due to the truck’s movement.
An adequately designed citric acid addition system is highly recommended for all deodorization operations.
8. Cooling Deodorized Oil:
Edible oil must be cooled before storage. This should also be done with care, taking into consideration the type of oil being processed.
To prevent unwanted formation, oil rich in polyunsaturated fatty acids needs to be cooled to 150-190 °C under vacuum while applying stripping steam to remove undesirable flavors.
External Cooler:
Cooling the oil directly through an external cooler may impart an unacceptable flavor to the oil.
On the other hand, using steam at a temperature below 121.1°C in the deodorizer may increase the moisture content in the deodorized oil.
Adding citric acid to the oil in the deodorizer requires cooling the oil, as discussed above.
Deodorized Oil Quality
Deodorization of edible oil is evaluated for several physical and chemical attributes, as well as organoleptic acceptability.
Physical Attributes:
- The deodorized oil must have the following characteristics:
- Odorless
- Have a clean taste with no unpleasant aftertaste
- Must be light in color
- Lovibond color must meet the company standards.
Chemical Attributes:
Moreover, chemical attributes such as POV, pAnV, conjugated dienes, AOM, and OSI are practical indicators of oil quality. Still, they do not always match the flavor of freshly deodorized oil or oil in storage.
This is because the deodorized oil may contain some volatile compounds at levels below 1 PPB that can still affect the flavor.
The oil may exhibit a slight off-flavor with a bitter aftertaste in the fresh oil when the polymer level is high.
An unacceptable flavor develops in the oil during storage.
Products made with questionable flavor oil may have acceptable flavor initially, but it deteriorates rapidly during storage.
Deodorized Oil Quality Standards:
Therefore, testing the oil’s flavor is an integral part of determining oil quality, and plant personnel must be trained to do so.
Significance of the Deodorized Oil Quality Standards
It would be appropriate to review the quality of deodorized oil and discuss the significance of each quality standard in terms of deodorizer performance and other factors that may be driving these specific quality parameters.

Comments are closed.