

Introduction to Deodorization of Edible Oil:
How Deodorization of edible oil In the refining of vegetable oil, the final and most crucial step is Deodorization, which removes unwanted odors and volatile compounds.
The following steps are product storage, packing, and shipping.
As a result, the oils that leave the deodorizer at the final stage are clean, stable, and ready for shipment.
Deodorization of edible oil & Finished Product:
All finished product standards must be met; otherwise, the product will be reprocessed, returned by industrial users for unsatisfactory quality, or cause complaints.
On the consumer brands.
In any case, it is a costly affair for the company.
The company establishes the finished product standards based on the
following criteria:
Product Standard Criteria Deodorization of edible oil:
1. Typical industry standards for commodity products.
2. Specific quality standards set by the individual companies to meet the
following:
Customer needs.
Product shelf life (taking product warehousing and distribution into account)
account).
3. To offer the clients superior quality products compared to the competition.
4. Finished products specified by certain industrial users.
Good Quality Deodorization of Edible Oil:
High-quality Deodorization of edible oil requires not only proper operation of the deodorizer but also proper handling of crude oil.
The deodorizer cannot correct the quality issues inherent to the crude oil, or poor oil quality, due to inadequate oil handling from refining through the hydrogenation steps at the plant.
Therefore, the plant supervision producers must carefully monitor every stage of the refining process to ensure the final oil maintains premium quality in the plant.
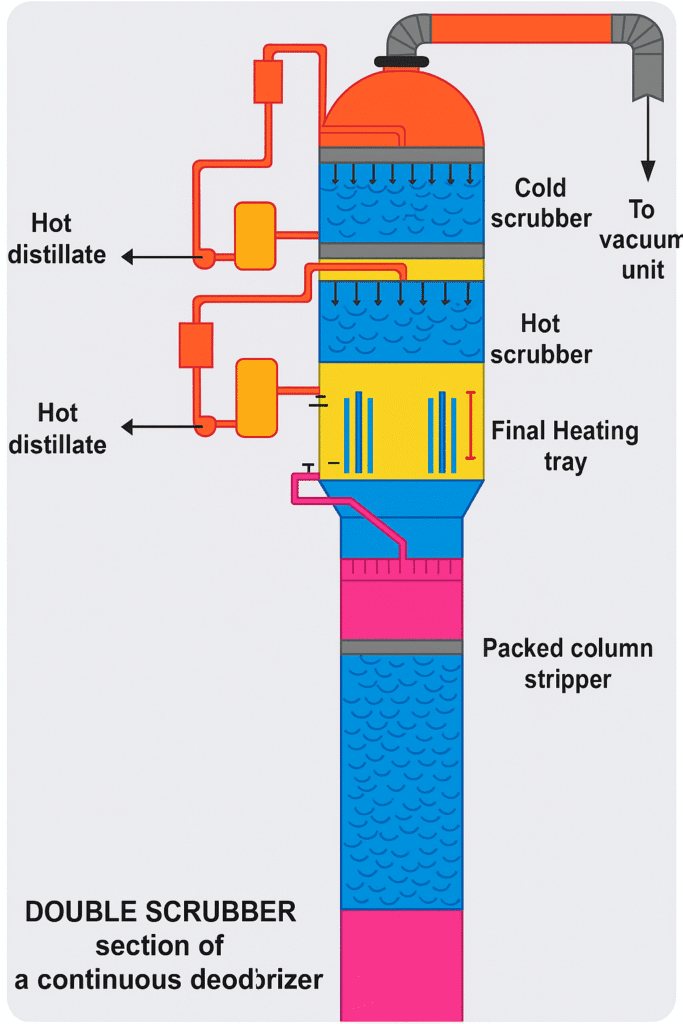
Purpose of Deodorization of edible oil:

The refined and bleached oil undergoes steam distillation under high vacuum, imparting a clean taste and a neutral palate by removing odoriferous compounds from the deodorizer feed oil.
In reality, the process of Deodorization of edible oil performs numerous other functions as listed below:
1. Reduces free fatty acid (FFA) to <0.05%, preferably <0.03%.
2. Reduces the red and yellow color in the refined and bleached (RB) oil and
makes it lighter. By heat bleaching, the deodorization process decolorizes the carotenoids at high temperature under vacuum.
Volatile Compounds:
3. During Deodorization, volatile odoriferous compounds such as aldehydes and ketones are effectively removed.
Hydrocarbons, lactones, alcohol, etc., are produced from the decomposition of
the oils.
4. Reduces peroxide value (PV) to zero.
At the same time, the anisidine value
(pAV) increases.
5. The oil loses a significant portion of the natural antioxidants (mostly
tocopherols and some sterols).
6. Any residual trace metals picked up by the oil after bleaching are reduced
via citric acid treatment (chelation or scavenging process).
This is essential. It is important to note that Deodorization complements but cannot replace the bleaching step.
Number of Polymers:
7. Here is some increase in the number of polymers, conjugated dienes, or
other oil decomposition products.
8. There can be a minimal but detectable increase in the trans fatty acid
The extent of compound removal depends on the deodorizer’s operating temperature.
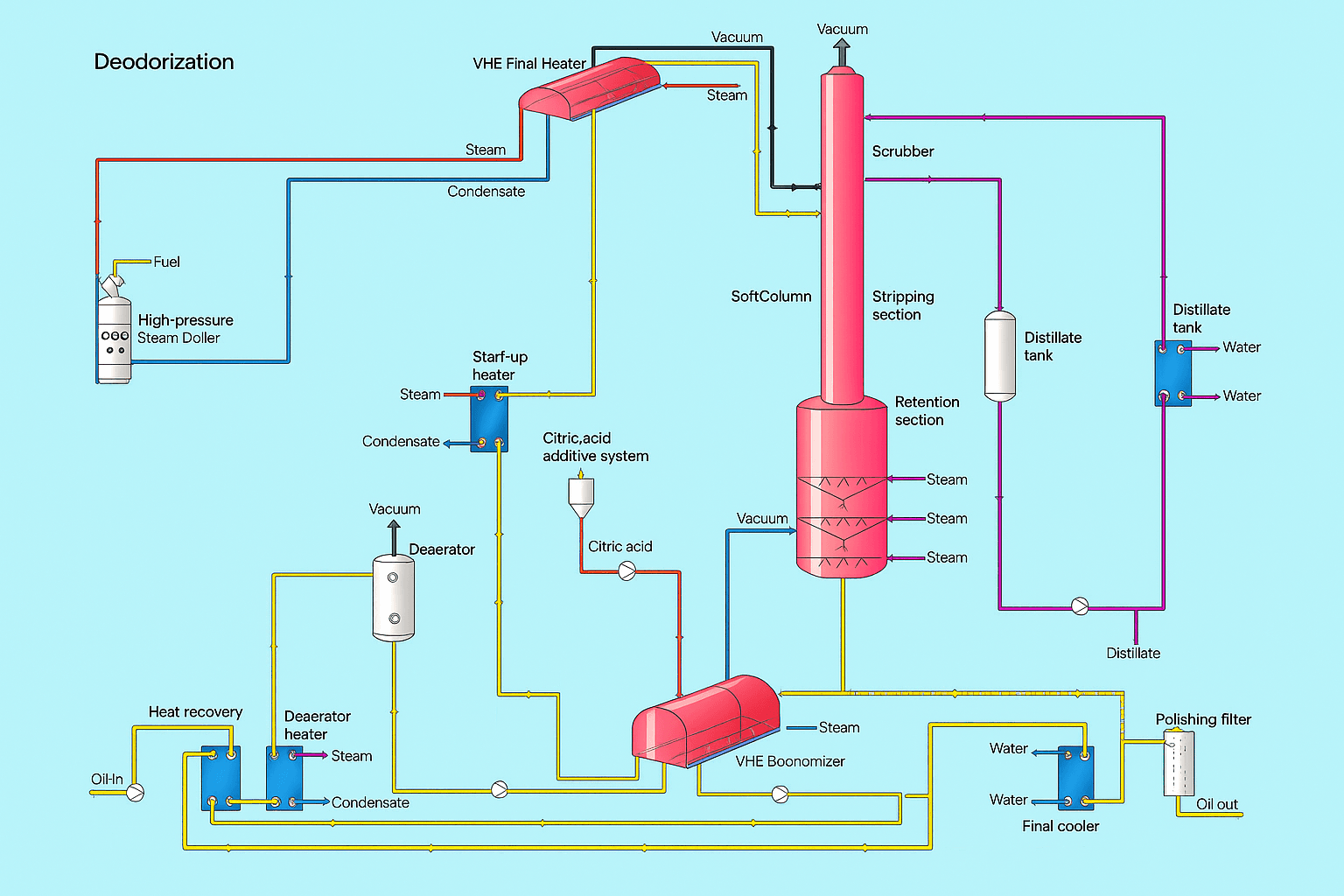
Description of the Deodorization Process. In practice, refined and bleached oil is deodorized under vacuum at controlled high temperatures.
Absolute Pressure:
The absolute pressure of –6 mm of mercury in the United States, depending on the type of vacuum system on the deodorizer.
Modern deodorizers in Europe and the United States operate at 2–3 mm of mercury (1 mm) or lower vacuum via a special ejector design.
Steps in the Deodorization Process:
1. The refined, bleached (RBD), and possibly hydrogenated (RBH) oil, meeting
all oil quality requirements of hydrogenation, is de-aerated at a temperature of 185–95°F (85–90°C)
under the same vacuum as the deodorizer.
2. The oil is then heated to a temperature of 480–490°F (249–254°C),
The heat bleaching process is also conducted under the same vacuum conditions as Deodorization to maintain stability.
Red and Yellow Color:
Reduces the red and yellow colors from carotenoids in the oil.
For palm oil deodorization (excluding red palm oil), the operating temperature can be set even higher to achieve better results
such as:
Heat bleaching
446–509°F (230–265°C).
Deodorizing:
It reaches 518°F (270°C)—the temperature for deodorization of edible oil.
3. The oil is then steam-distilled under very low pressure using dry saturated
sanitary stripping steam injected at the bottom of the oil bed in the
deodorizer. The temperature is generally below 500°F (260°C).
At temperatures above this, oils like soybean, sunflower, cottonseed, corn oil,
and low linolenic soybean oil polymerize. The oil also exhibits higher levels
of trans fatty acids after Deodorization. However, the higher temperature
Physically refined oils require higher temperatures during Deodorisation due to their elevated free fatty acid (FFA) levels.
Low Vacuum:
4. The combined effect of the low vacuum and the stripping steam produces
the bland-tasting,t colored oil, which meets consumer acceptance.
5. After Deodorization, the oil is cooled to below 290°F (143 °F) to maintain quality and prevent degradation.
Fifty % Citric:
An acid solution is added under vacuum before the oil is pumped through an
external cooler. Since citric acid begins to decompose at high temperatures, its addition should always be carefully timed.
Producing a few compounds that are not effective metal chelators,
like citric acid. Therefore, adding citric acid when the oil is still very hot can lead to decomposition rather than stabilization, which is not recommended.
Cooling Of Oil:
6. The oil is cooled down to about 260°F (127°C) before it is pumped through
an external cooler.
7. The outlet temperature of the oil after the final cooler depends on the specific type of oil being processed.
For Example:
Examples include liquid oils such as soybean, cottonseed, sunflower, safflower, corn, and palm
Olein oil must be cooled down to <100°F (38°C) and not exceeding
110°F (43°C).
Palm oil and palm stearin must be cooled down to <120°F (49°C).
Hydrogenated products must be cooled down to a temperature not
exceeding 10°F (5°C) above the complete melting point.
8. Once cooled, the deodorized oil is stored under nitrogen to protect it from oxidation.
Operating Principles of Deodorization:
Operating principles for Deodorization are complex, but can be expressed in simple terms
Equation as shown below:
where,
XO = Initial mole fraction of the component that needs to be removed, such as FFA,
aldehydes, ketones, etc.
XF = Once cooled, the deodorized oil is stored under nitrogen to protect it from oxidation.
PO = Vapour pressure of the pure component to remove (FFA, aldehydes, ketones,
etc.).
g = Moles of stripping steam.
P = Operating pressure in the deodorizer (mm of mercury).
D = Moles of deodorized Oil.
Interpretation of the Above Formula:
In Deodorization, the goal is always to maximize the removal of undesirable volatile compounds without harming the oil’s quality.
Component. Therefore, the value of XF must be as low as possible.
In other words, minimize the ratio XF/XO.
This also indicates that the removal efficiency depends on the ratio of vapour pressure to operating conditions.
Must be at its minimum.
This can occur only when:
1. One critical operating factor is that the pressure inside the deodorizer remains very low.
2. The amount of oil, L, is at its minimum.
3. At the same time, the vapor pressure inside the deodorizer remains very low.
It can be attained at a higher deodorizer temperature.
4. Moles of stripping steam, g, is at its maximum without affecting the value of
P (operating pressure). Higher amounts of g can exceed the vacuum ejector’s
capacity and increase the value of P. This is because the ejector is designed
for the maximum amount of stripping steam in use.
Deodorization Operation:
1. The lowest possible operating pressure (or highest vacuum).
2. Another key condition is to maintain the maximum possible temperature that will not damage the oil’s nutritional and sensory properties.
The quality.
3. The maximum amount of stripping steam achievable without affecting the
P X L
PO X
g Deodorization
vacuum on the system.
4. Minimum amount of oil in the deodorizer without sacrificing the
productivity.
Comments are closed.