

Introduction: How Margarine is Made.
Firstly, this article explains How Margarine is made in an industrial setting. Moreover, it walks through raw materials, key physico-chemical concepts, and a precise 11-step manufacturing flow.
Next, you will find detailed, practical parameters for the three critical finishing stages (5–7): emulsion preparation, homogenization, and cooling crystallisation.
Finally, use the tables and checklist to apply the process on the plant floor.
History & Evolution of Margarine: How Margarine is made over time.
Firstly, introduced in the 19th century, margarines evolved from simple fat blends into technically formulated spreads.
Subsequently, the industry adopted refining, hydrogenation, and later interesterification to control melting characteristics.
Moreover, the trans-fat debate forced reformulation; consequently, manufacturers now prefer Interesterification and fraction blending.
Today, producers prioritise stability, mouthfeel, and label-friendly ingredients.
Raw Materials used in How Margarine is Made.
- Oils and fats: sunflower, soybean, canola, palm fractions, coconut, and tailored high-oleic blends.
- Aqueous components: purified water, salt solution, milk solids (optional)
- Emulsifiers and stabilisers: mono-diglyceride, lecithin, polysorbates.
- Additives in fortifications: vitamins A & D, beta-carotene (colour), antioxidants (tocopherols), flavours.
- Consequently, choose grades and fractions that make SFC (solid fat content) targets for the product type.
Margarine Types and Applications:
- Table margarines: Spreadable straight from the fridge.
- Baker’s margarines: High plasticity for laminated and pie products.
- Pastry margarines: High melting point for Chris players.
- Low-fat spreads: more aqueous phase and stabilisers.
- Therefore, the margarine recipe links directly to application and process settings.
Key Physico-chemical Concepts:
- Emulsification: create a stable water-in-oil (W/O) system.
- Oil pre-treatment and refining (degum, neutralise, bleach, deodorise)
- Fat modification (interesterification/blending/Hydrogenation if used).
- Winterisation/dewaxing (if required).
- Deodorisation & fractionation (adjust melting fractions).
- Crystallisation and polymorphism: control β′ crystals for plasticity.
- SFC and slip melting point: determine mouthfeel & Spreadability.
- Thus, manage temperature and shear tightly to control the final texture.
- Process Overview-How Margin is Made (Flow Summary)
- Margarine working/beating/texturising.
- Add-back of heat-sensitive ingredients (vitamins, flavours, colour).
- Packaging and filling.
- Storage and cold chain.
Emulsion preparation (phase inversion)-detailed below.
Homogenisation /emulsification – detailed below.
Cooling and crystallisation (working/plasticization) – detailed below.

Oil Pre-treatment and Refining:
Degumming: Remove phospholipids; typically, with water or acid.
Neutralisation: alkali treatment to remove free fatty acids (FFA).
Bleaching: adsorb pigments and trace metals using bleaching earth.
Deodorisation: steam distillation to remove volatiles; Operate under vacuum.
Refining stabilises oil, prevents off-flavour, and readies oil for modification.
Emergent Preparation (Phase Inversion)-Phase inversion in Margarine manufacturing:
Emulsion Setup: How Margarine is Made Phase Inversion Details:
Purpose: create a stable water-in-oil emulsion (continuous fat phase) with uniformly small aqueous droplets so the final Margarine resists oiling-off and has good Spreadability.
Key Targets & Temperatures:
| Parameter | Critical Set point |
| Oil phase temperature | 55–75 °C |
| Aqueous phase temperature | 55–70 °C (within ~5°C of oil) |
| Emulsifier total | 0.5–2.0% w/w (mono-diglycerides + lecithin) |
| Aqueous solids (salt, preservatives) | 0.5–1.5% (in aqueous phase) |
| Addition rate | 0.5–5% batch vol/min (slow, steady dosing) |
| Pre-mix droplet goal | Coarse Dv (90) <20 μm before HPH |
Stepwise Procedure:
- Melt and blend the fats; dissolve the fat-soluble additives and emulsifier in the oil phase.
- Heat & dissolved salt and water-soluble ingredients in purified water for the aqueous phase.
- Start moderate shear mixing (rotor, stator, or paddle) and gradually add aqueous phase to the oil at a controlled flow rate until phase inversion (the system flips to W/O).
- Hold 5-15 minutes under moderate shear to stabilise droplet distribution.
- Transfer the pre-emulsion to the homogeniser for droplet refinement.
Practical Tips:
- Match temperatures to avoid thermal shock and coalescence
- Use an emulsifier with a low HLB tuned for W/O stability.
- If inversion fails, slow the aqueous feed and slightly raise oil temperatures; if coalescence occurs, increase the emulsifier level or reduce the edition speed.
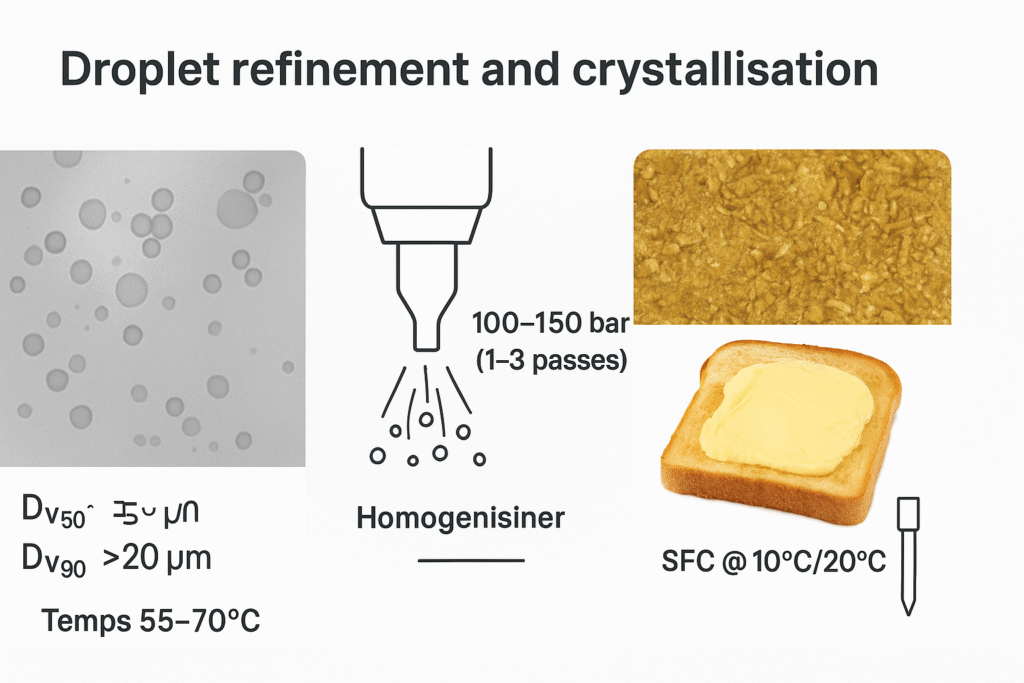
Homogenisation & Emulsification-Droplet Refinement in Margarine Production:
Overview: After phase inversion, use a mechanical shear high-pressure homogeniser or (rotor stator+HPH) to reduce droplet size, narrow the distribution, and lock the emulsion microstructure.
Typical Equipment & Settings:
First Stage Pressure: 80-200 bar (commonly 100-150 bar).
Second Stage Pressure: 10 -40 bar (low-pressure Polish).
Passes: 1-3 (often 1 is sufficient if pre-mixing is good).
Temperature during homogenisation: 50–65°C (avoid excessive heating).
Target droplet size: Dv (50) ~1-5 μm; Dv (90) < 20 μm.
Procedure:
- Feed the hot pre-emulsion steadily into the homogeniser inlet.
- Run the first high-pressure past to break droplets; Follow with a lower-pressure stage to reduce Polydispersity.
- Monitor outlet temperature and cool rapidly to preserve emulsifier performance and to prepare for nucleation.
- Test droplet-size distribution (laser diffraction) and adjust pressure passes accordingly.
Quality Controls:
- Measure droplet size distribution and viscosity; Run accelerated separation tests (centrifuge or heat cycling).
- Check for entrained air; degas feed if foaming appears.
- If droplets remain large, increase first-stage pressure or add an extra pass; If the outlet overheats, reduce pressure or improve cooling.
Note: This stage strongly determines shelf stability; proper homogenization directly influences how margarines are made, resulting in a stable spread.
Cooling and crystallisation, working, and plasticization texture development in margarine manufacturing.
Goal: Convert the molten fat network into a fine-crystal matrix that provides plasticity, a good mouthfeel, and low oiling-off.
Cooling Strategy (two-stage):
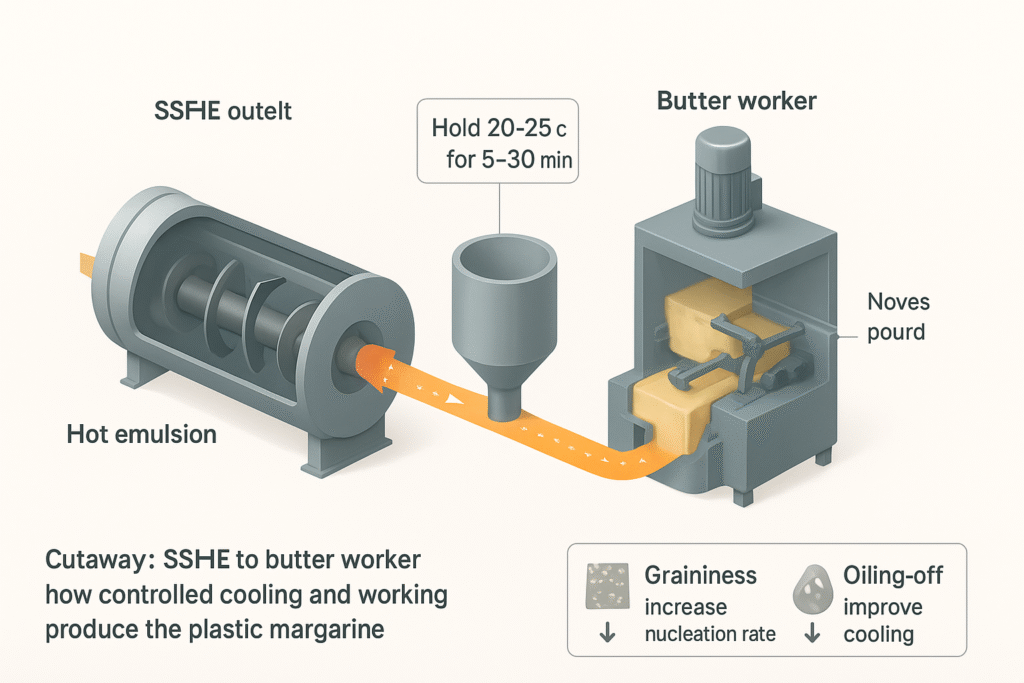
Nucleation (rapid): cool quickly from the homogeniser outlet to ~30-35°C using a scraped surface heat exchanger (SSHE) to form many fine nuclei.
Crystal growth (controlled): hold at ~20-25 °C for 5-30 minutes to allow crystals to grow to the desired size.
Working and tampering: finish at ~8–15°C (depending on product) in a butter worker or continuous plough to align crystals & incorporate controlled aeration.
Typical parameters and targets:
| Stage | Temp (°C) | Time / Rate | Purpose |
| Rapid cooling (SSHE) | 30-35 | ΔT 20-30°C quickly | Nucleation-many small crystals |
| Intermediate hold | 20-25 | 5-30 min | Controlled crystal growth |
| Working / temper | 8-15 | 30-120 min (worker) | Refine the crystal network, aeration |
| Final fill temp | 8-12 | – | Prevent oiling off in the pack. |
| Target crystal size | 1-5 μm | – | Small uniform crystals = plasticity. |
Working Procedure:
- Route homogenised emergent immediately into SSHE; cool rapidly while scrapers maintain shear.
- Optionally seed with a small proportion of preformed crystals to control polymorphism.
- Pass product to a buffer holding tank for controlled growth, then to the butter worker/plough.
- Adjust the router speed and resistance time in the worker until the texture test penetrometer spread ability meets the specification.
- Temper and condition the product before filling to avoid post-pack oil separation.
Controls and Tests:
| Test/ Tool | Purpose | Measurement/ conditions | Recommended frequency |
| SFC (NMR) | Confirm the melting profile & solid fat content | SFC @ 10°C & 20°C–compare to target curve | Per batch or after formula changes |
| Penetrometer+sensory checks | Validate mouthfeel & spread ability | Penetrometer reading; Brief sensory notes | Per batch (penetrometer), daily/weekly sensory |
| DSC / XRD | Confirm crystal polymorphism | DSC thermal scan or XRD pattern–check for β | Start-up, formula changes, troubleshooting |
Common Issues & Remedies:
- Graininess: increase nucleation rate (faster initial cooling) & optimise worker shear to reduce crystal size.
- Oiling-off: improve homogenization (smaller droplets), raise emulsifier levels, or adjust SFC (increase higher-melting fraction)
- Too soft: increase the high-melting fraction or modify the interesterification/blend to raise the SFC at room temperature.
Quick Checklist for Operators (critical Set points):
| Parameter | Critical Set points |
| Oil & aqueous temps during inversion | 55–75°C / 55–70°C |
| Emulsifier level | 0.5–2.0% w/w |
| Homogenizer | 100–150 bar (first stage), 10–30 bar (second stage) |
| SSHE nucleation target | 30–35°C outlet |
| Worker final temp & crystal size | 8–15; target crystal size 1–5 μm |

