Introduction to Interesterification of Edible Oils:
Chemical Interesterification of Edible Oils is a key modification process used in the edible oil and fat industries to produce functional fats of products like margarine and shortening.
Instead of relying on high-temperature reactions that trigger polymerization and oxidation, manufacturers use catalysts to arrange fatty acids at much lower temperatures.
This controlled approach enhances product texture, stability, and shelf life without forming trans fats.
Traditionally, the process can be executed in a batch system or through continuous reactors.
In both cases, the main objective is to create a tailored fat blend by reacting hard and soft triglycerides under optimised conditions.
Transitioning away from extremely high temperatures (250–300°C or 482-572°F) minimizes the degradation risk.
By introducing a catalyst, industries can significantly reduce temperatures, protect oil quality, and ensure efficient restructuring.
Overview of the Interesterification of Edible Oils Reaction Mixture:
Key Components of the Oil Blend:
A successful reaction mixture typically contains 3 main components:
- Hard Fat seed Poil Fully hydrogenated seed oils, palm oil, palm camel oil, or their complex fractions.
- Liquid Oil: Palm olein or modify seed oils with softer profiles
- Catalyst: Sodium methoxide, the most widely used catalyst in chemical interesterification.
This balanced combination enables triglyceride restructuring while maintaining process stability and minimising unwanted byproducts.
Step-by-Step Process in Interesterification of Edible Oils,
Charging and Preparation:
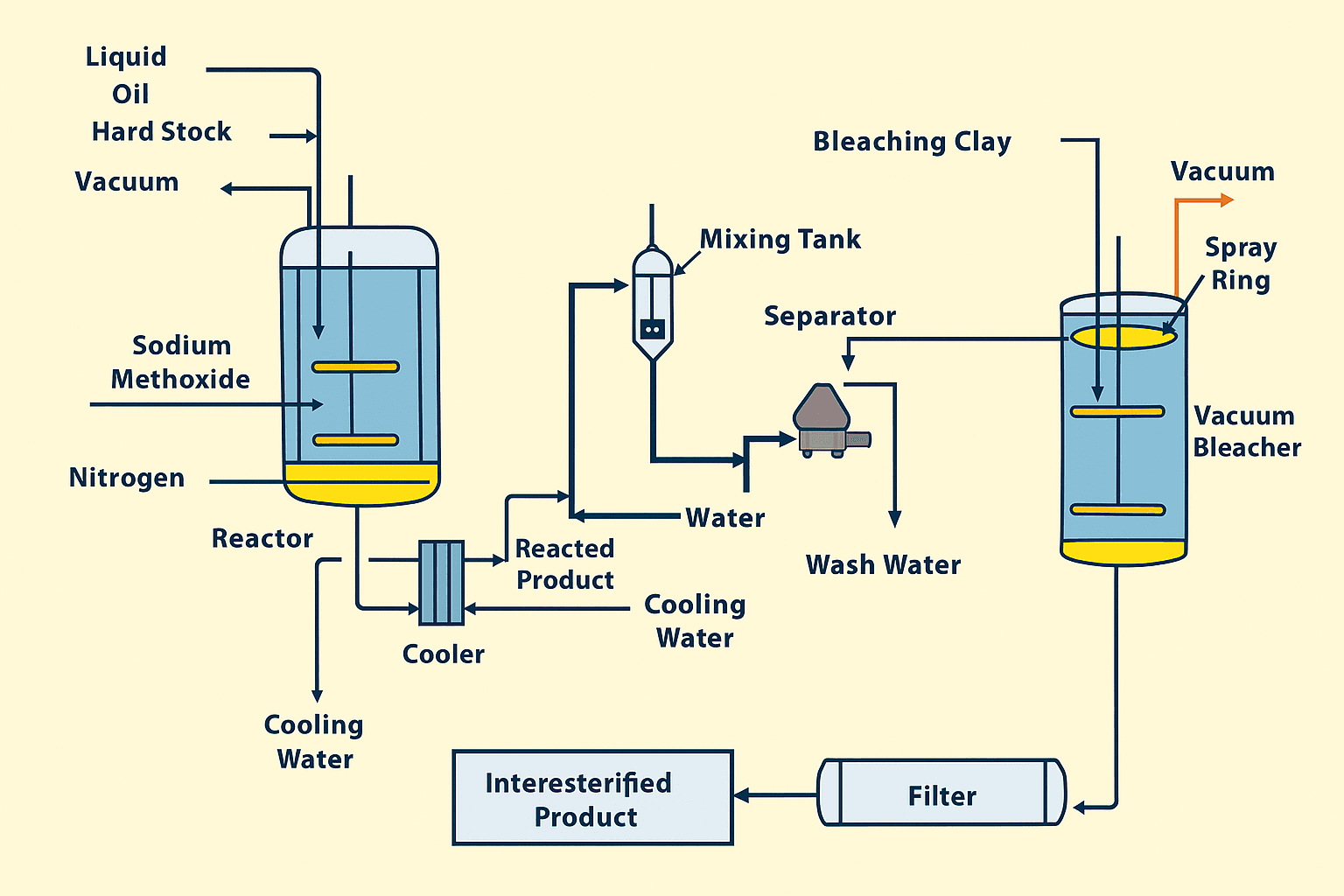
The process of Interesterification of Edible Oils generally follows a structured sequence:
- First, the blended oils are pumped into a stainless-steel batch reactor (grade 304 or 316).
- Then, after, the system operates under vacuum conditions, typically below 20 mbar.
- After that, the blend is heated to about 126°C (260°F) and held for 60 minutes to remove dissolved air and moisture.
- After that, Nitrogen may bubble gently to enhance the Nitrogen without breaking the vacuum.
- After death, the temperature drops to around 71°C (160°F), and nitrogen is used to break the vacuum.
CaNitrogenntroduction:
To begin the reaction:
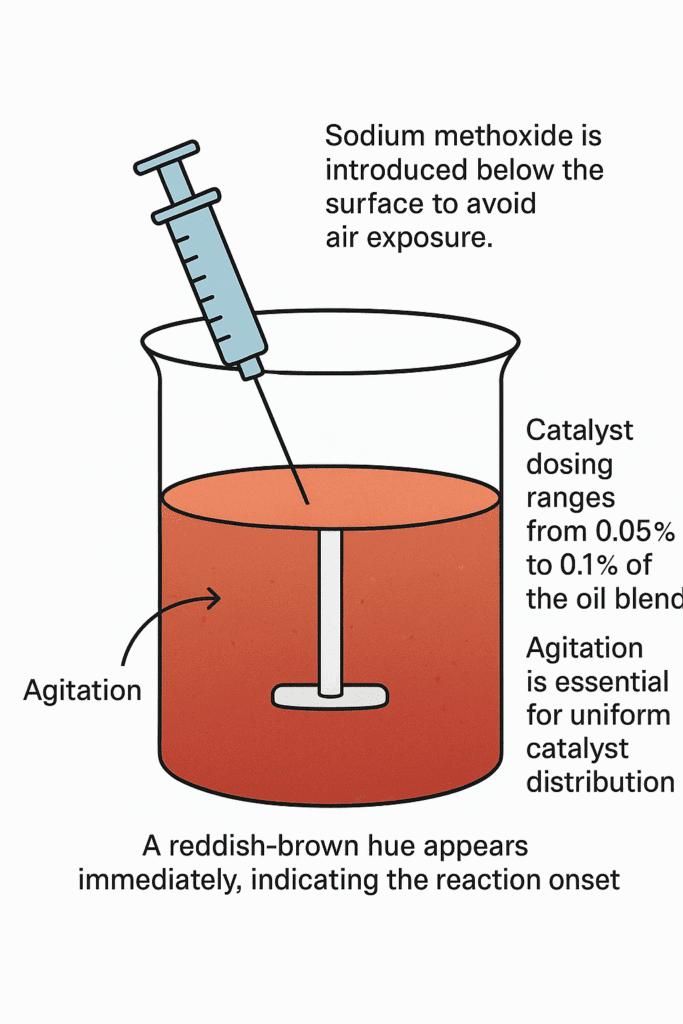
- Sodium methoxide is added below the surface to avoid exposure to air.
2. Catalyst dosing ranges from 0.05% to 0.1% of the oil blend.
Agitation is essential for uniform catalyst distribution.
3. A reddish-brown hue appears immediately, indicating the reaction onset.
Reaction Phase:
- After that, the reaction occurs at 80-100°C (176-212°F).
- Most interest verification activities are completed in 10-15 minutes, but industrial cycles commonly run 30-60 minutes to ensure equilibrium.
Cooling and Catalyst Deactivation:
- Then, after, the mixture is cooled to around 88-91°C (190-195°F) to prevent flashing during quenching.
- As said, the preferred activation is citric acid or phosphoric acid, as these neutralise the catalyst.
- Water may be used, but it increases the chance of side reactions and diglyceride formation.
Washing, Separation, and Bleaching:
- Wash water is added to remove neutralised catalyst residues.
- A centrifuge separates the aqueous and oil phases.
- The product is transferred to a vacuum-bleaching unit containing activated clay.
- Clay dosage typically remains at 0.2% and should not exceed 0.5% to avoid damaging the product.
- Bleaching lasts 30-45 minutes under agitation.
- Filtration is used to remove clay and impurities.
Final Deodorization and Storage:
- After that, the filtered oil is deodorised to remove volatile compounds.
- After that, Citric acid is added to chelate trace metal ions.
- Finally, the final product is cooled and stored, preferably under Nitrogen to prevent oxidative damage.
CoNitrogenderation in Interesterification of Edible Oils:
Material and Operational Costs Drivers:
Several inputs directly influence the overall cost of the chemical Interesterification of Edible Oils. The quality of incoming oil is one of the most significant factors.
When oils contain excess PFA, moisture, or peroxides, more catalysts, wash water, bleaching clay, and processing time are needed, which increases expenses. Using high-quality refined oils reduces neutral oils loss and improves yield.
Another critical cost element is the use of a catalyst. Sodium methoxide is not only costly but also sensitive to dosing.
Underdosing slows reaction rates, increasing processing time. Overdosing generates excess soap, increases acid requirements for neutralisation, and leads to higher oil losses during separation.
Energy, Equipment, and Handling Cost:
Energy consumption significantly impacts production cost. Heating during dying, reaction, bleaching, and deodorization consumes thermal and electrical energy.
Continuous systems may offer cost advantages over batch processes by reducing energy waste and downtime.
Capital and operational costs also involve labour, equipment maintenance, and consumables. Stainless steel reactors, centrifuges, bleaching filters, and deodorization units require regular upkeep.
Additional recurring costs include nitrogen gas, phosphoric or citric acid, wash water, and activated clay.
Efficient control of each processing step helps reduce waste, minimise neutral oils loss, and optimise overall production economics.
Critical Control Points (CCPs):
You must carefully control several steps to maintain product quality and yield.
- Quality of incoming oil
- Proper drying and aeration
- Correct catalyst dosage
- Educate the agitation during drawing and reaction
- Control reaction time
- Complete catalyst neutralisation
- Official phase separation after neutralisation
- Effective bleaching
- Proper deodorization and storage
Each CCP influences the consistency, safety, and overall success of the final fat product.
Oil Quality Requirements:
To ensure high efficiency and minimal losses, the incoming oil must meet strict specifications:
| Parameter | Preferred Level | Maximum Allowable |
| Free Fatty Acids (FFA) | < 0.03% | ≤ 0.05% |
| Peroxide Value (PV) | ≤ 0.05 meq/kg | ≤ 1 meq/kg |
| Moisture | < 0.01% | ≤ 0.03% |
| Soap Content | 0 PPM | 0 PPM |
| Phosphorus | <1 PPM | ≤ 2 PPM |
| Aldehydes/Ketones | Trace | Trace |
| P-Anisidine value | < 6 | ≤ 10 |
Maintaining these tolerances prevents the formation of unwanted byproducts and supports the desired product outcomes.
Impact of Impurities and Byproducts:
Effect of FByproductAcid (FFA):
High FFA content reacts with sodium methoxide, producing:
- Sodium hydroxide
- Fatty acid methyl esters FAME
Both reactions reduce yield and quality.
Additionally, Sodium hydroxide reacts with neutral oil to form soap, diglyceride, and possibly monoglycerides, further increasing losses.
Effect of Peroxide Value (PV):
Elevated PV triggers reactions such as:
Sodium methoxide + peroxide = methanol+proxy radicals
Methanol + neutral oil = FAME+diglyceride
These reactions mirror the impact of FFA and reduce product quality.
Effect of Moisture:
When moisture is present:
Sodium methoxide + water = methanol + sodium hydroxide
Methanol + oil = FAME + diglycerides
Sodium hydroxide + Oil = soap + diglycerides + monoglycerides
Every reaction increases losses and compromises texture and performance.
Importance of Drying and De-Aeration:
Removing moisture and dissolved oxygen before the reaction delivers two significant advantages:
- It lowers moisture from 0.4-0.5% to under 0.01% at <20 mbar and 125°C in about an hour
- It prevents the formation of peroxides during heating by eliminating oxygen.
With less water and oxygen, side reactions and peroxide breakdown are reduced significantly.
Catalyst Management:
Optimal Dosage:
A sodium methoxide dose between 0.05% and 0.1% is ideal. Too little catalyst slows the reaction, while too much triggers side reactions and increases neutralization losses.
Overdosing also results in:
- Higher soap formation
- Additional acid is needed for neutralisation
- Greater wash water demand
- Increased risk of neutral oil loss in bleaching and deodorization
Agitation and Mixing Efficiency:
- During drying, it helps oil reach the surface and release moisture and air.
- During reaction, it ensures catalyst contact with triglycerides to form sodium glycerate, the active intermediate.
Without proper mixing, both process efficiency and product quality decline.
Reaction Time Considerations:
Although equilibrium usually occurs within 110-15 minutes, the industrial system allows 30-60 minutes. This buffer ensures complete reaction, uniform distribution, and minimal residual catalyst.
Conclusion:
Interesterification of Edible Oils remains a vital process for modifying their properties.
By combining high-quality raw materials with controlled temperature, catalysts, dosing, drying, mixing, and post-treatment. Industries can produce customized fats with desirable functionality and minimal waste.
Every stage from moisture reduction to deodorization directly influences both yield and product stability.
When you follow each control point with precision, manufacturers achieve high-performance fats suitable for margarine, shortening, and specialty applications.