

Overview: winterization of sunflower oil (Dewaxing/Cold Stabilization).
First, understand that winterization of sunflower oil removes high-melting solids, keeping the finished oil clear and stable during storage and use.
Consequently, processors control cooling, crystallization, and filtration steps to strip waxes, sterol esters, and other solids.
Moreover, dewaxing, also called cold stabilization or cold filtration, prevents cloudiness in finished products and therefore plays a significant role in producing salad oils, margarines, and other clear edible oils.

In short, successful winterization depends on tight control of several interdependent variables.
Incoming feedstock quality for winterization of sunflower oil (feed quality/clarification):
Firstly, feedstock quality determines whether the dewaxing train runs smoothly. In practice, crude oil must undergo effective degumming and bleaching beforehand; otherwise, residual impurities will sabotage filtration.
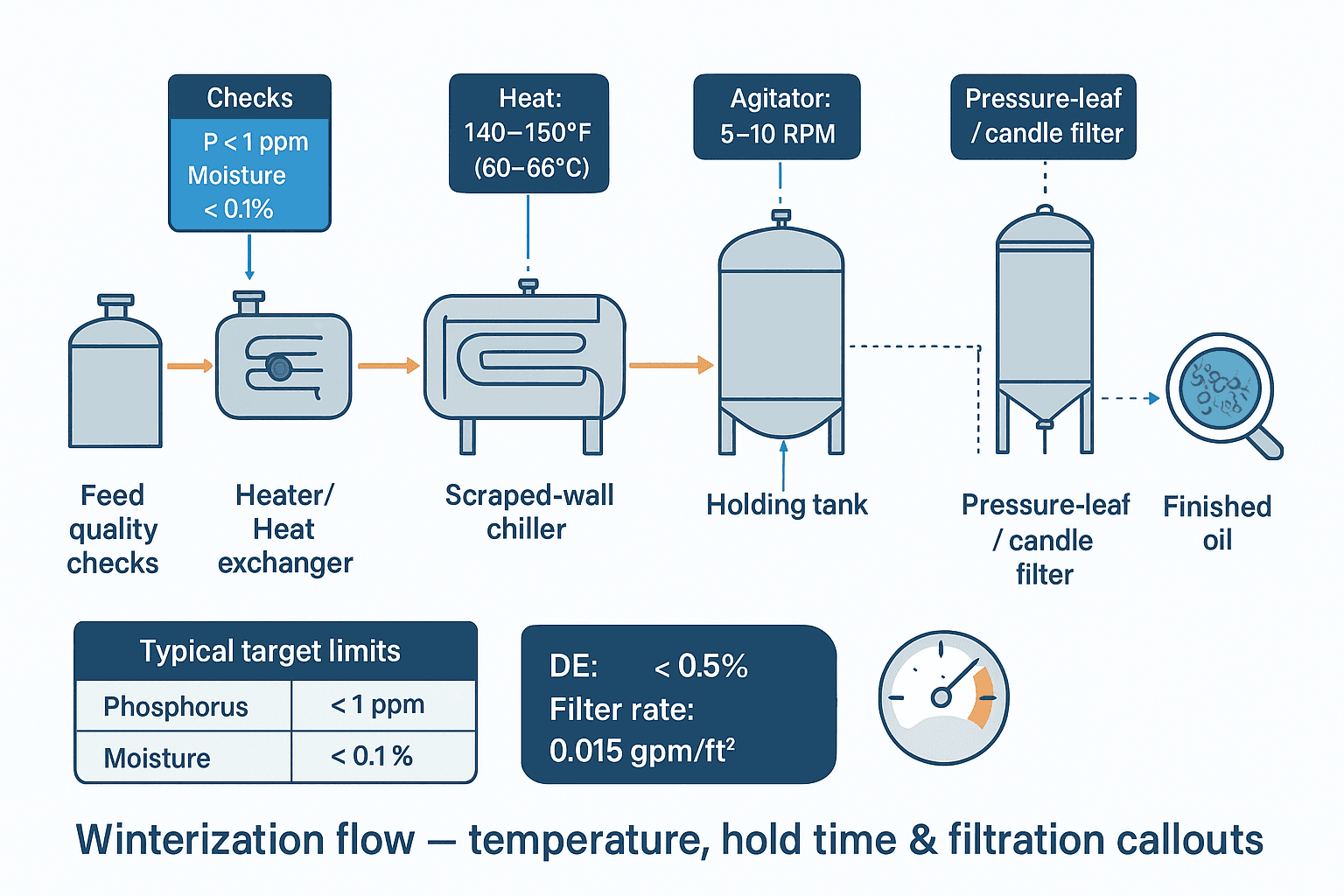
Specifically, monitor three key contaminants: phosphorus (from phospholipids), moisture, and residual soap. In addition, remember these target limits:
- Phosphorus (phospholipids): < 1 ppm.
- Moisture content: < 0.1 %
- Soap: zero or effectively removed.
If any contaminant exceeds specifications, filters quickly become blind, throughput falls, and maintenance frequency increases.
Therefore, ensure that the upstream refining and bleaching processes effectively reduce these contaminant loadings.
Furthermore, routinely sample & log feed quality to trace performance trends and correct issues early.
The impact of impurities, such as phospholipids, moisture, and soap, should be considered.
Moreover, phosphorus binds with polar compounds and forms sticky residues. Likewise, moisture promotes emulsification and soap formation when alkali residues remain.
Consequently, both issues increase cake adhesion to filter media. Therefore, treat the crude oil to remove phospholipids, then dry it thoroughly before chilling.
In addition, use lab checks such as phosphorus assays & the Karl Fischer moisture test to confirm readiness.
Temperature control for winterization of sunflower oil:
Incoming temperature, cooling rate, and final temp (crystal growth / cold crystallization)
Next, tightly control each temperature point, as temperature dictates crystal nucleation and growth.
For example, heat the oil to 140–150°F (60–66°C) before chilling so waxes melt completely.
Then, cool the oil at a plant-proven rate that encourages uniform crystal growth rather than microscopic crystals.
- Rapid cooling tends to form small, weak crystals; consequently, filters plug and filtration slows.
- Conversely, slower, controlled cooling yields larger, stronger crystals, which filter more readily and increase throughput.
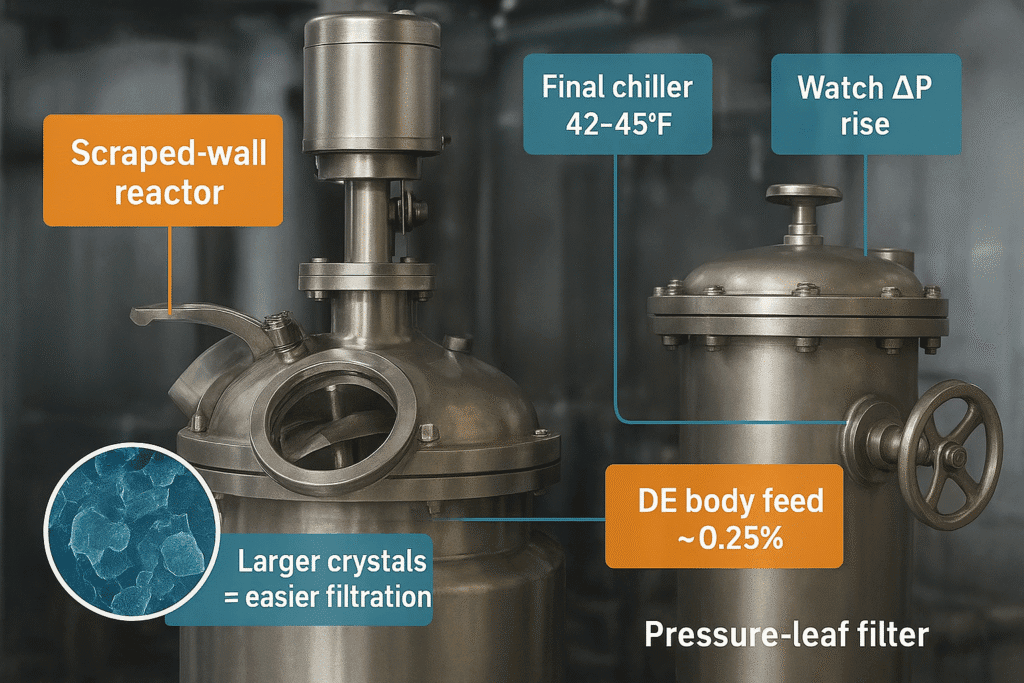
Finally, target a final chiller temperature of 42–45°F (6-7°C). Below this brand, oil viscosity and filtration slow; above it, some wax remains soluble, and the oil fails cold-test standards.
Therefore, tune chillers, refrigerant flows & residence times to maintain this window reliably.
Practical Heating Before Chilling & Cooling Strategies:
Furthermore, use efficient heat exchangers to warm the feed oil uniformly; then use staged chilling or controlled recirculation to achieve gradual, predictable cooling.
Likewise, monitor the cooling rate using temperature sensors at multiple points and log the data trends.
This will allow you to identify deviations early and fix them before they affect the crystal’s quality.
Agitation and holding time for proper crystallization (stirring/maturation):
| Process parameter | Breaks Crystals into fine particles that fall through filters and reduces the filtration rate | Purpose/effect | Operational notes |
| Agitation (scrape-wall agitator) | Operate at 5-10 RPM | Blade scrapes solids off chiller walls while preserving the crystal matrix, improving heat transfer & crystal growth | Select motor speed and scraper geometry carefully for your chiller design |
| High agitator speed (improper) | Avoid high RPM | Extend the hold time when the wax content is higher | If you see fines or a faster ΔP rise, reduce speed and inspect the scraper. |
| Holding time after chilling | Extend the hold time when the wax content is higher | Extend the hold time when the wax content is higher | Some plants shorten to 4-6 hours to increase throughput, but this often lowers cold test performance. Run trials before adopting |
| Variable incoming wax content | Extend the hold time when the wax content is higher | Compensates for higher wax load and ensures consistent crystal growth across batches | Monitor feed wax content and adjust hold time per batch; Log results to optimise timing |
Filtration best practices for winterization of sunflower oil (pressure leaf/body feet/cake handling):
Now, focus on filtration, as the filter stage completes the dewaxing. Use pressure-leaf or candle filters with appropriate pre-coat & continuous body feed routines.
In practice, add about 0.25% diatomaceous earth (DE) as a body feed with a precision feeder, and pre-coat filter elements to establish a stable filter cake. Without DE, wax crystals adhere directly to the screen, quickly blinding it.
Secondly, maintain our recommended filtration rate, commonly 0.015 gpm/ft² of filter area, & control it using flow and pressure controllers.
At higher rates, screens blind earlier, shutdowns increase, and hot oil washes become frequent. Therefore, balance flow rate against throughput goals and filter area.
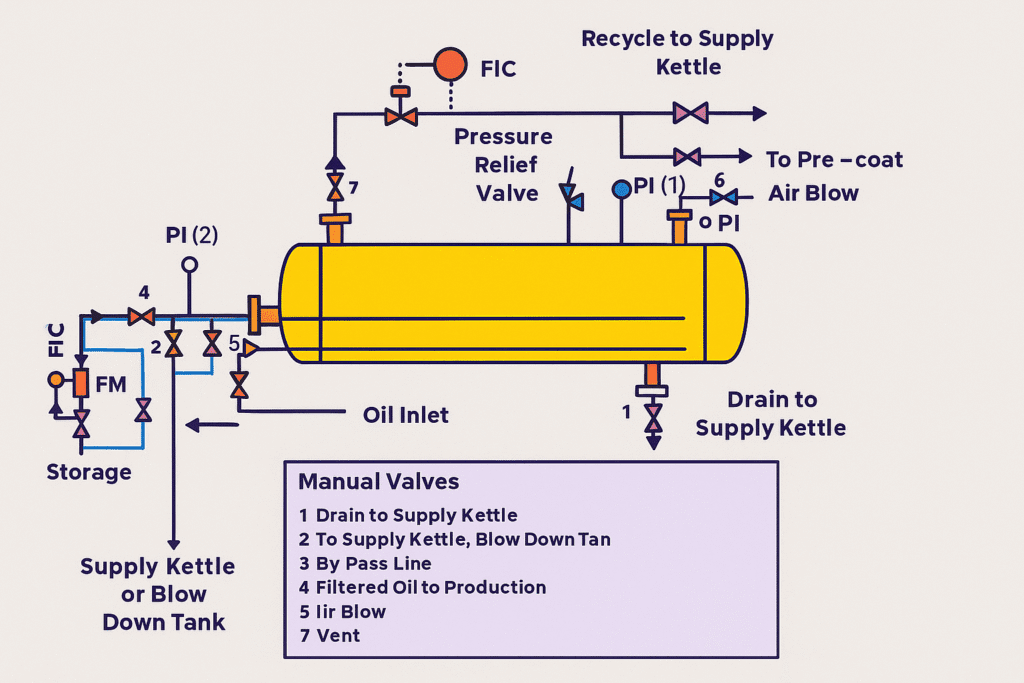
Pressure differential, cake drawing, and periodic maintenance:
Furthermore, watch the pressure differential (ΔP) across filter screens. Initially, ΔP should be set near zero; then, it climbs as cake forms.
A rapid rise signals dirty or partially blinded screens, excessive flow, or insufficient DE body feed. Consequently, the program automatically bypasses, so the system returns excess oil to the supply kettle when ΔP exceeds safe limits.
In addition, dry the cake properly, perform scheduled hot oil washes for cloth media, cool the filter after washing, and document maintenance tasks. Altogether, these steps maximize runtime and extend the lifespan of media files.
Controls, automation, & instrumentation (process control/monitoring):
Integrate reliable sensors & controllers to stabilize repeatability.
- Use flow indicator controllers (FIC) to set the target feed rate.
- Use flow monitors (FM) to measure actual flow.
- Use pressure indicator controllers (PIC) to regulate back pressure via pressure control valves (PCV)
- When the dash trends upward, have the controllers automatically route oil back to the holding kettle to prevent overpressurizing the filter elements.
- Leverage automation to reduce human error and protect equipment.
- Implement a quality-by-data approach column.
- Log key variables: temperatures, flow rates, ΔP, DE (diatomaceous earth) feed rate, and cool test outcomes.
- Analyze the log data to refine the set points and troubleshoot recurring issues.
- Apply data analysis insights to drive continuous improvement in operations.
Troubleshooting common winterization issues (clarification/dewaxing problems):
If filtration slows, first verify feed quality: check phosphorus, moisture & soap levels. Next, confirm whether you heated the oil sufficiently and whether the cooling rates created excessive fines.
Additionally, inspect the agitator speed; excessive agitation produces fines, whereas insufficient agitation allows wall build-up. In all cases, adjust only one variable at a time to identify cause and effect.
Finally, run small-scale trials when you change dosage, cooling rates, or hold times; this will help you optimize without risking complete production runs.
Economic and operational tips (energy, throughput, and maintenance):
- Balance energy use and performance.
- Avoid overheating feed oil, as excessive heating increases the cooling load and wastes energy.
- Prioritise precise temperature control and efficient heat exchangers (plate or shell-and-tube)
- Optimize throughput without sacrificing quality.
- Tunthe e process set points for temperature, cooling rate, and hold time to achieve the best trade-off between speed and cold test results.
- Run controlled trials before adopting shorter cycles.
- Schedule maintenance proactively.
- Plan hot oil washes and preventive maintenance during planned downtime to prevent emergency shutdowns.
- Keep a maintenance log & standardized cleaning procedure.
- Train operators and standardize responses.
- Teaches staff to read key indicators (ΔP, flow, temperatures, DE feed) and react consistently.
- Use checklists and quick reference guides for everyday situations.
- Measure and optimize continuously.
- Monitor energy consumption, filtration uptime, and throughput metrics.
- Analyze data to identify inefficiencies and lower the cost per ton.
Outcome:
These steps reduce operating cost per ton, minimize downtime, and improve final oil quality.
Conclusion:
Steady control yields consistent winterization of sunflower oil.
Finally, the winterization of sunflower oil succeeds when you coordinate feed quality, temperature control, agitation, holding time, filtration strategy, and automation.
Consequently, keep impurities low, heat uniformly, cool at a plant-proven rate, hold long enough for crystal maturation, use proper pre-coat & body feed techniques, and automate critical controls.
Moreover, document every change and test result to optimize continuously. In short, by precisely controlling these variables, you will reliably produce clear, stable, and marketable sunflower oil.
Quick checklist (for plant operators):
- Verify phosphorus <1 ppm, moisture <0.1%, and soap absent.
- Heat feed to 140–150°F (60-66°C) before chilling.
- Target final seller temp 42–45°F (6-7°C).
- Use a scraped wall aggregator at 5-10 RPM.
- Cold-chill oil for 12-24 hours (adjust for wax content).
- Add ~0.25% DE as body feed; pre-coat filter.
- Maintain filtration rate near 0.015 gpm/ft² & monitor ΔP.
- Schedule a hot oil wash and preventive maintenance.


Leave a Comment