

The Following Steps take place in the water washing process:
- In the water-washing process of chemical refining, the refined oil leaves the primary separator at 60–70°C and is heated to 80–90°C.
- The water washing centrifuge is primed with soft deionized water and kept running for water washing of the refined oil.
- Soft deionized water is heated to the same temperature as the oil:80– 85°C.
- Approximately 10–20% of hot soft water is added to the hot refined oil, which is then mixed thoroughly in a high-shear mixer (MX).
Soap level:
- As a result, the centrifuge’s water-washing process lowers the soap content in the incoming refined oil by nearly tenfold, and the target soap level in the water-washed oil is <50 PPM and not to exceed 150 PPM.
- If the soap content in the refined oil is high, the water-wash separator cannot reduce it to the desired low level.
- This happens when the refined oil contains more than 1000 PPM of soap.
- If the soap content in the refined oil approaches 1000 PPM, it is advisable to add phosphoric acid to the oil/water mixture.
- Moreover, the operator adjusts the acid amount based on the soap content of the refined oil.
This offers the following benefits:
In the water-washing process in a chemical refinery, acid hydrolysis breaks down the excess soap, forming FFA and sodium phosphate.
As a result, this step increases the overall soap load on the water-wash centrifuge, improving the efficiency of soap removal from the refined oil.
Furthermore, it decreases the amount of acid-activated clay needed in the bleaching process.
- No soap is left in the bleached oil, even with reduced use of the acid-activated clay.
- It prevents premature blinding of the filter screen by better removal of toap from the oil and lower dosage of the leaching clay.
- It improves the removal of the trace metals.
However, the refiner’s priority should be to identify and eliminate the cause of high soap content in the refined oil.
Water Wash in Centrifuge:
7. Water washing process: the washed water undergoes separation from the oil using a water wash centrifuge.
8. In a centrifuge, a built-in competent known pairing disc helps pump the oil out of the machine that almost looks and functions like the impeller of a centrifugal pump.

Back pressure:
9. Water washing process in chemical refinery, a certain amount of back pressure is applied on the oil discharge line with the help of a manual or an automatic control valve to accomplish the following:
- Monitor and minimize loss in the washed water discharge to improve efficiency.
- In addition, regulate the oil level in the water-washed oil to maintain product quality.
If the back pressure is too low or the valve fails to maintain it, the oil flow through the centrifuge can become very high, overloading the vacuum dryer.
10. Other types of water washing centrifuges also use the back pressure on the oil discharge, even if they do not have a paring disc.
Vacuum Dryer:
11. After that, the water washing process, the oil is then dried in a vacuum dryer, maintained at 80– 90°C, and operated under 35–50 mm of mercury absolute pressure.
12. The oil leaving the water wash separator should contain 0.3 – 0.5% moisture, 10 –100 PPM of soap, and <3 PPM of phosphorus. This is ideal for using hydrogel silica, such as Trisy, for bleaching.
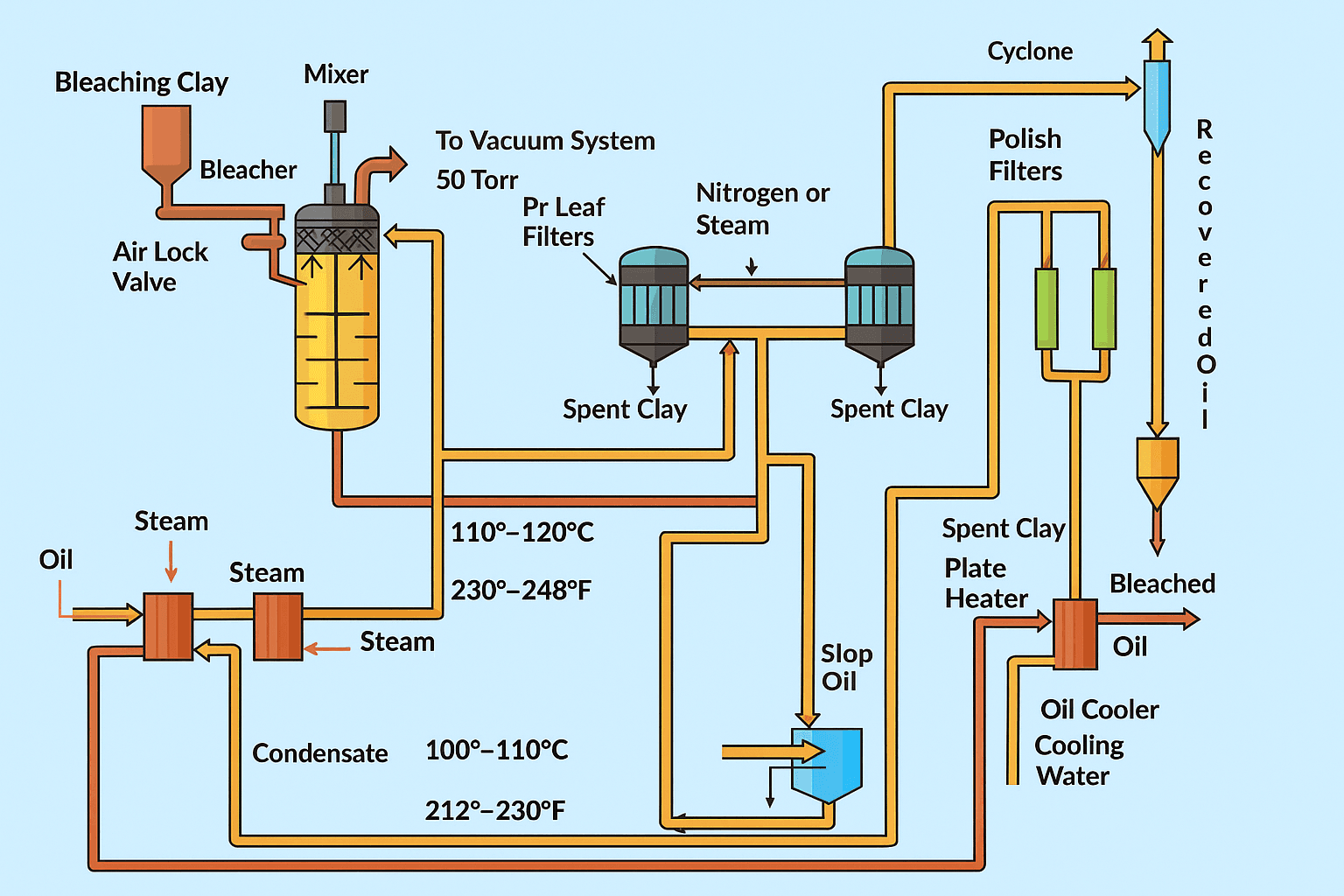
Vacuum Bleacher:
13. In a closed couple process, the water-washed oil flows directly into the vacuum bleacher for the bleaching stage.
However, the water-washed oil must be cooled to <45°C if the oil is not sent to bleaching immediately after water washing.
The water-washed oil must not be held without bleaching for more than a few hours; otherwise, the oil’s FFA will begin to rise.
Water Washed Oil:
14. Refined and water-washed oil is analyzed. It lists the recommended frequency and the type of analysis for the water-washed oil.
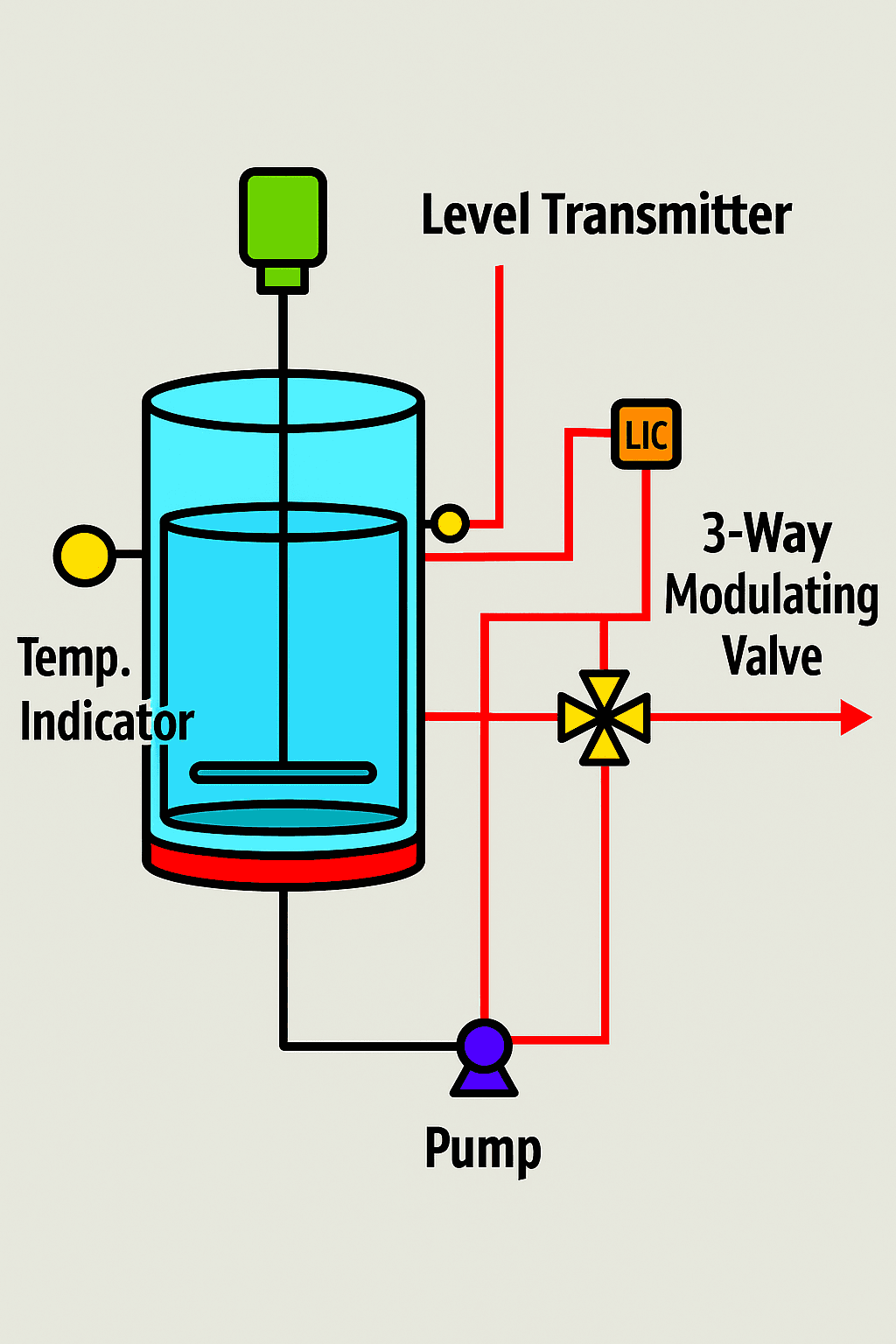
15. In some older plants, water washing is conducted in a tank. The tank has a top-entry agitator with high-shear mixing capability and a set of 3 or 4 baffles along the vertical wall to prevent a vortex formation.
The level of oil in the tank is maintained using a level controller, a pump, and a 3-Way modulating valve.
Level indicator controller (LIC) senses:
The level indicator controller (LIC) senses the oil level in the tank.
The pump pumps oil from the tank and sends it to the 3-way modulating valve, which receives a signal from the LIC and allows a portion of the oil to flow as the process continues.
The oil flows forward into the water-wash centrifuge, while the system maintains the tank level by recirculating a portion of the oil back into the tank.
At the end of the operation, the 3-way modulating valve is placed in manual mode to allow til from the tank to flow to the water wash centrifuge.
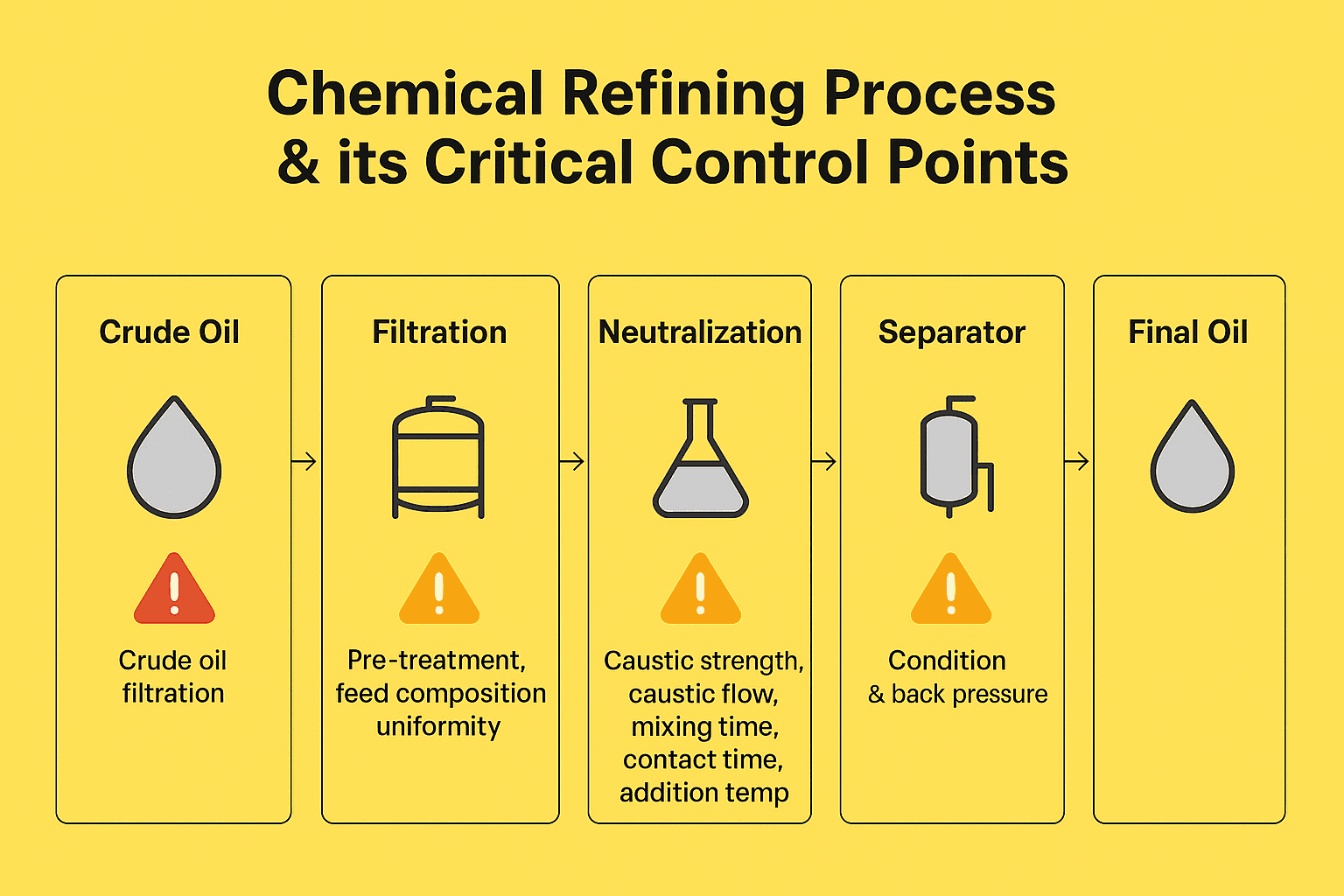
Critical Control Points in the water washing process:
Like the refining step, the water-washing step also requires careful control of operating conditions. The critical process control points in water washing are listed below:
Ratio of wash water to the refined oil
Water wash temperature
Degree of mixing
Mixing time
Hardness of the water
Back pressure on the oil phase.
1. Ratio of Wash Water to Refined Oil: Water washing process.
The refined oil-to-water ratio is critical. The refined oil must be mixed with 1–15% deionized water. At water ratios below10% removal is less efficient.
If the water content is much higher than 15%, the soap solution will have a lower density, and separation by centrifugal force will be less efficient.
This can increase oil loss in the water while leaving more soap in the oil.
2. Water Wash Temperature:
The temperature of the refined oil and wash water mixture should be 80–90°C. At a lower temperature, the following process difficulties are experienced:
- Soap removal is inefficient because the water does not disperse nicely into the oil.
- The oil temperature is too low for proper moisture removal in the vacuum dryer.
At a higher temperature, the mixture approaches the boiling point of water.
This can cause cavitation in the pumps and the paring disc in the water wash separator. Cavitation causes physical damage to these process components.
3. Degree of Mixing:
Oil and water do not mix. The water must be dispersed into the oil phase, as in the caustic solution during the refining step. High-shear mixing is needed to achieve this type of mixing.
Both the MX mixer (Alfa Laval) and the Centrifugal Mixer (Westfalia) are practical mixers for this process.
4. Mixing Time:
The residence time in the MX or Centrifugal mixer is very low. On the other hand, where a mixing tank is used, the residence time for oil and water in the tank should be 6 minutes. At a lower mixing time, there is less soap removal from the oil.
The agitator impeller in the tank must be of a high-type to mix the refined oil and trash water efficiently.
5. Hardness of Water:
For the water-washing process, the water must be soft. The water hardness should be less than 20.
Washardness increases, and tater carries soluble Ca and Mg salts, which, in turn, interfere with the efficient removal of soap from the refined oil.
In addition, some of the water-soluble calcium and magnesium salts can react with the FFA, forming calcium and magnesium soaps in the water-washed oil. This can affect the long-term quality of the refined oil.
6. Back Pressure on the Oil Phase:
A back pressure of approximately 10 PSIG is applied to the oil discharge from the water wash centrifuge.
This pressure is necessary to minimize oil loss in the discharged water while keeping soap levels low in the water-washed oil.
Lower back pressure will leave more soap and water in the oil, reducing the vacuum dryer’s efficiency.
Importance of Oil Quality Parameters of the Refined and Water Washed Oil:
As discussed earlier, impurities in crude oil are reduced during refining.
The quality of the refined, water-washed oil must meet the required standards before it can be sent for bleaching.
Poor-quality, refined, and water-washed oil results in overall poor-quality oil and creates numerous difficulties in the bleaching, hydrogenation, winterisation, and even deodorisation processes.
Desirable quality standards for the refined, water-washed oil. Ultimately, the quantity of deodorized oil relies heavily on the quality of the refined and water-washed oil.
Water-washed oil should meet the following analytical standards:
FFA 0.03 – 0.06%:
- Phosphorus <3 PPM
- Soap 10–100 PPM
- Moisture 0.4–0.5%
- Neutral oil in water < 0.1%
- Importance of Having Low FFA, Soap, and Phosphorus in the Refined and Water-Washed Oil
- Free fatty acids, soap, and phosphorus must be very low in the refined and water-washed oil.
- The oil refiner can significantly improve oil quality and reduce processing costs if proper care is taken during refining.
The adverse impacts of the above impurities are discussed below:
FFA:
The FFA in both the refined oil and the water-washed oil should be low.
A low FFA in the refined oil and significantly higher FFA in the corresponding water. Washed oil indicates the presence of free alkali in the refined oil due to:
• Poor mixing of caustic and crude oil
• Over-treating the crude oil.
In these instances, the excess alkali (caustic) left in the refined oil reduces the amount of titrating alkali, giving the impression that the FFA in the refined oil is low.
However, after water washing to remove excess alkali, the FFA in the oil appears much higher.
High FFA in the refined and water-washed oil can increase the requirement for tleaching clay; the soap poisons the acid-activated clay.
High FFA in the oil can poison the hydrogenation catalyst.
The bleaching process generates some FFA in the oil because the acid-activated clay hydrolyses the soap in the water-washed oil.
This is why it is so important that the soap content in both the refined and water-washed oil be as low as possible, as indicated earlier.
Soap:
Soap in the refined oil must be as low as possible, preferably <500 PPM. High soap content in the refined oil makes it harder for the water-wash centrifuge to remove it from the oil.
Thus, high soap content in the oil increases oil loss from the centrifuge wash water. Also leaves high levels of soap in the water and washed oil.
High soap in the water washes oil has numerous detrimental effects on the oil quality, as well as in the subsequent stages of oil processing, such as bleaching, hydrogenation, and deodorization
deodorization
It poisons the bleaching clay, requiring a higher dosage.
It clogs the filter and slows oil filtration, reducing bleaching productivity.
The combination of a higher amount of soap and clay. Heavy use of bleaching clays can oxidize the oil’s antioxidants, reducing its stability. This is commonly observed in bleached oil.
Repeatedly for some reason.
If the soap is carried through to the deodorizer, the finished oil may have a darker colour and poor flavour, and may darken in storage.
Hydrogenation:
- Increases catalyst usage.
- Increases reaction time, lowering productivity.
- Produces colloidal nickel that must be removed in the post-bleaching step.
- Slows the catalyst filtration rate. This lowers the productivity in hydrogenation.
- Changes the solids profile in the hydrogenated oil.
- Increases trans fat content in the hydrogenated oil.
Phosphorus:
- High phosphorus in the refined, water-washed oil significantly impacts the bleaching and hydrogenation processes, much as high soap content does.
- High phospholipid levels in the bleached oil can prevent the reduction of FF during deodorization.
A certain amount of FFA is also formed in the dedeodorizer due to hydrolysis. However, an equilibrium condition is reached in which the amount of FFA removed from the oil exceeds the amount formed in the presence of a surfactant, such as phospholipids.
The hydrolysis of the neutral oil is high and may exceed the rate of removal of the FFA from the oil by the stripping steam. In such cases, the FFA cannot be reduced below a specific limit.
This is sometimes observed during the deodorisation of oil that still contains high levels of phosphorus after bleaching.
Improper physical refining of the oil in the physical refining process, where the FFA does not come down below 0.06%. When the phosphorus content of these oils was 3–4 ppm.
Comments are closed.